Страница
8
Рис. 6. Схема нанесения стеклопластика на настил верхней палубы БМРТ типа «Лесков»
 |
2.2. Схемы и примеры ремонта
Способ ремонта с применением стеклопластика, отверждающегося в водной среде, разработанный в результате исследований, выполненных Калининградским техническим институтом рыбной промышленности и хозяйства совместно с ЦНИИ технологии судостроения, Институтом химии высокомолекулярных соединений и Украинским научно-исследовательским институтом пластмасс, в 1972— 1978 гг. был успешно использован для восстановления повреждённых коррозией металлических корпусных конструкций более чем 100 промысловых судов Всесоюзного рыбопромышленного объединения «Запрыба». Ремонту подвергались стенки рубок, надстроек, настилы палуб и другие корпусные конструкции, а также трубопроводы систем охлаждения. Использовался стеклопластик и для восстановления плавности обводов в районе таких повреждений, как вмятины и бухтины.
Ниже приводятся некоторые типовые схемы и примеры ремонта с помощью стеклопластиков.
В 1972 г. на Западном судоремонтном заводе (г. Клайпеда) ремонтировался транспортный рефрижератор «Полесск» в связи со значительным коррозионным износом стенок надстройки в районе заклепочного шва, соединяющего жилые помещения (стенка металлическая) и рулевую рубку (стенка алюминиевая). Для ремонта применялся стеклопластик на основе связующего типа «ВАК» (рис. 7). Отремонтированная площадь равнялась 1200´500 мм.
Для полной ликвидации коррозионного износа в узлах контакта разнородных материалов (как в рассмотренном примере) стеклопластиковое покрытие необходимо наносить с обеих сторон. Такое техническое решение должно предусматриваться на стадии проектирования и строительства судов. В процессе эксплуатации это позволит избежать большого объема сопутствующих работ.
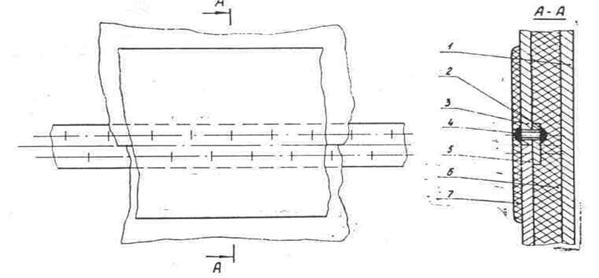 |
1 – внутренняя зашивка стенки рубки; 2 – соединительная пластина; 3 – наружная стенка рубки (алюминиевая); 4 – заклёпка; 5 – наружная стенка рубки (стальная);
6 – изоляция; 7 – стеклопластик.
В 1974 г. на Светловском судоремонтном заводе ремонтировалась спасательная шлюпка тина США-26 танкера «Орск» в связи со сквозным коррозионным проржавлением её наружной обшивки. Заделка сквозных отверстий и выравнивание поверхности в районе заклепок выполнялись путем шпаклевки пастой на основе связующего типа «ВАК». Затем наружная обшивка оклеивалась тремя слоями стеклоткани марки «Т-11-ГВС-9», пропитанной этим же связующим. Стеклопластиком была покрыта вся подводная часть наружной обшивки спасательной шлюпки (рис. 8).
В 1974 г. на судоремонтном заводе «Преголь» был осуществлен ремонт двух спасательных шлюпок типа ЗСШР-2М БМРТ «Михаил Барсуков» в связи с трещинами в районе люкового закрытия, повреждениями комингсов и отрыва киль-поручней. Ремонт производился с применением пасты на основе связующего типа «ВАК» и на-формовки слоев стеклоткани марки «Т-11-ГВС-9», пропитанных этим же связующим (рис. 9—11).
На этом же заводе в 1974 г. проходили ремонт промысловые суда БМРТ «Бирюза», «Кристалл», «Жемчуг» и др. в связи со сквозным язвенным проржавлением участков настила главной палубы в машинно-котельном и рефрижераторном отделениях, а также в помещениях главного распределительного щита и настила верхнего мостика. Для предотвращения дальнейшего коррозионного износа, восстановления местной прочности листов и устранения водотечности в районах сквозного язвенного проржавления на участки настилов палубы верхнего мостика и главной палубы (рис. 12) было нанесено стеклопластиковое покрытие на основе связующего типа «УП-5-177-1».
Такое же покрытие с аналогичной целью применялось на транспортном рефрижераторе «Ногинск» (рис. 13).
Также можно использовать стеклопластик для защиты от коррозионного износа района стыковки листов из сплава АМг и стали для судов типа СРТМ проекта 502, а также для ремонта насадки гребного винта буксира-спасателя.
В 1973 г. на Западном судоремонтном заводе (г. Клайпеда) был выполнен ремонт тунцеловной базы «Солнечный луч» в связи со значительным коррозионным износом её наружной обшивки. Коррозионные язвины заделывались путём шпаклёвки пастой на основе связующего типа «ВАК». Затем участки обшивки оклеивались стеклотканью марки «Т-11-ТВС-9», пропитанной этим же связующим.

Стеклопластиковое покрытие было нанесено па следующие районы судна:
1) на листы наружной обшивки (НО) в районе переменной ватерлинии, которые имели равномерный сплошной коррозионный износ, составляющий в среднем около 20% строительной толщины;
2) на листы 5-го пояса НО по правому и левому борту в районе 56—80 шп., которые имели отдельные коррозионные язвины глубиной 3—5 мм;
3) на листы 1, 2, 3-го поясов левого борта НО в районе 0—28 шп., которые имели отдельные коррозионные язвины глубиной 4—6 мм;
4) на листы 5-го пояса левого борта НО в районе 29— 50 шп., которые имели отдельные коррозионные язвины глубиной 6—9 мм;
5) на листы 1-го и 2-го пояса НО по правому и левому борту в районе 120—140 шп., которые имели отдельные коррозионные язвины глубиной до 8 мм.
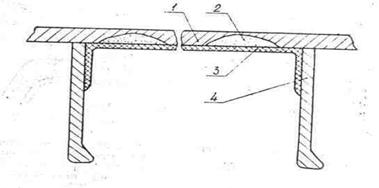
Рис. 12. Схема ремонта стеклопластиком участка настила главной палубы на БМРТ «Жемчуг»:
1 – настил главной палубы; 2 – паста на основе связующего типа «УП-5-177-1»;
3 – стеклопластик; 4 – бимс.
Применение стеклопластика позволило значительно уменьшить простой тунцеловной базы «Солнечный луч» и снизить материальные затраты. Стеклопластик был нанесен на наружную обшивку базы участками (размеры их достигали 0,5 м2) на общей площади 60 м2.

Рис. 13. Схема ремонта стеклопластиком настила верхней палубы транспортного рефрижератора «Ногинскс»:
1 – стеклопластик; 2 – настил верхней палубы; 3 – паста на основе связующего типа «УП-5-177-1».
При ремонте по схеме рис. 14 накладной лист приваривают к наружной обшивке по трем кромкам (сторонам) сплошным угловым швом, а по четвертой кромке — прерывистым швом для возможности выхода воздуха и контроле заполнения пастой. Пасту запрессовывают через штуцера, которые устанавливают на расстоянии около 1 м друг от друга. По всем шпангоутам накладные листы приваривают пробочными швами (электрозаклепками) с расстоянием между ними не более 300 мм. Поверхности наружной обшивки и накладных листов очищают в соответствии с требованиями. Штуцера после заполнения пастой удаляют, а отверстия заглушают. Затем по периметру накладки наносят два слоя стеклоткани, пропитанных связующим, например типа «УП-5-177-1».