Страница
7
Мокрый (шликерный) способ заключается в разведении глины в воде в специальных больших емкостях — глиноболтушках. Влажность получаемой пульпы (шликера, шлама) примерно 50%. Пульпа насосами подается в шламбассейны и оттуда — во вращающиеся печи. В этом случае в части вращающейся печи устраивается завеса из подвешенных цепей. Цепи служат теплообменником: они нагреваются уходящими из печи газами и подсушивают пульпу, затем разбивают подсыхающую «кашу» на гранулы, которые окатываются, окончательно высыхают, нагреваются и вспучиваются. Недостаток этого способа — повышенный расход топлива, связанный с большой начальной влажностью шликера. Преимуществами являются достижение однородности сырьевой пульпы, возможность и простота введения и тщательного распределения добавок, простота удаления из сырья каменистых включений и зерен известняка. Этот способ рекомендуется при высокой карьерной влажности глины, когда она выше формовочной (при пластическом формовании гранул). Он может быть применен также в сочетании с гидромеханизированной добычей глины и подачей ее на завод в виде пульпы по трубам вместо применяемой сейчас разработки экскаваторами с перевозкой автотранспортом.
Керамзит, получаемый по любому из описанных выше способов, после обжига необходимо охладить. Установлено, что от скорости охлаждения зависят прочностные свойства керамзита. При слишком быстром охлаждении керамзита его зерна могут растрескаться или же в них сохранятся остаточные напряжения, которые могут проявиться в бетоне. С другой стороны, и при слишком медленном охлаждении керамзита сразу после вспучивания возможно снижение его качества из-за смятия размягченных гранул, а также в связи с окислительными процессами, в результате которых FeO переходит в Fe2O3, что сопровождается деструкцией и снижением прочности.
Сразу после вспучивания желательно быстрое охлаждение керамзита до температуры 800—900 °С для закрепления структуры и предотвращения окисления закисного железа. Затем рекомендуется медленное охлаждение до температуры 600—700 °С в течение 20 мин для обеспечений затвердевания стеклофазы без больших термических напряжений, а также формирования в ней кристаллических минералов, повышающих прочность керамзита. Далее возможно сравнительно быстрое охлаждение керамзита в течение нескольких минут.
Первый этап охлаждения керамзита осуществляется еще в пределах вращающейся печи поступающим в нее воздухом. Затем керамзит охлаждается воздухом в барабанных, слоевых холодильниках, аэрожелобах.
Для фракционирования керамзитового гравия используют грохоты, преимущественно барабанные — цилиндрические или многогранные (бураты).
Внутризаводской транспорт керамзита — конвейерный (ленточные транспортеры), иногда пневматический (потоком воздуха по трубам). При пневмотранспорте возможно повреждение поверхности гранул и их дробление. Поэтому этот удобный и во многих отношениях эффективный вид транспорта керамзита не получил широкого распространения.
Фракционированный керамзит поступает на склад готовой продукции бункерного или силосного типа.
Способы получения.
Вспучивание глинистого сырья на керамзит в печах кипящего слоя.
В последнее время в некоторых отраслях промышленности, особенно цветной металлургии, получил развитие метод обжига материалов в кипящем слое. Этот метод успешно опробован также в производстве цементного клинкера, извести и нового заполнителя легких бетонов — перлита. Кипящий слой образуется тогда, когда через слой материала надлежащей крупности зерен проходит восходящий поток газа со скоростью, достаточно высокой, чтобы нарушить неподвижность и создать интенсивное турбулентное движение, напоминающее кипение жидкости. При этом скорость газового потока должна быть промежуточной между минимальной скоростью, при которой зерна как бы теряют массу (скорость витания), и скоростью, при которой они выносятся из рабочей камеры аппарата (взвешенное состояние).
Внутри кипящего слоя можно сжигать твердое, жидкое и газообразное топливо или подавать для обжига теплоноситель извне. Поверхность контакта зерен обжигаемого материала и теплоносителя достигает в кипящем слое максимальной величины, вследствие чего коэффициент теплопередачи отличается весьма высокими показателями—около 209 Вт/м 2 с).
Увеличение поверхности контакта способствует ускорению тепло- и массообмена, а непрерывное перемешивание частиц материала обеспечивает выравнивание температуры в слое, что позволяет проводить процесс быстро и в небольших рабочих объемах. Процессы в кипящем слое легко регулируются и поддаются автоматизации. Как показала практика, в кипящем слое можно обрабатывать зерна твердых материалов размером от долей миллиметра до 10 мм при различной влажности, так как влага, попадающая в кипящий слой, почти мгновенно испаряется.
Наряду с большими достоинствами метод кипящего слоя обладает и рядом недостатков. Так, интенсивное движение частиц в слое и взаимное их перемещение не позволяют предсказать положения частицы в какой-либо промежуток времени. Это означает, что часть поступающих в камеру свежих частиц может скорее выйти из слоя, чем это требуется, и перегревается, что для ряда технологических процессов неприемлемо. Другой недостаток метода вытекает из условий взаимного соударения частиц и ударов их о стенки камеры, что приводит к истиранию материала и накоплению пыли, а также преждевременному износу аппарата.
Печи для обжига в кипящем слое имеют самую разнообразную конструкцию. Они подразделяются на одно- и многокамерные. Каждая печь состоит из камеры, свода, пода, устройств для загрузки и выгрузки материала и газоходов.
Места загрузки и выгрузки материала могут быть расположены сверху, снизу или сбоку печи, но всегда друг против друга. Наиболее существенной частью печи является под, представляющий собой устройство для равномерного распределения газа (воздуха), поступающего в печь, по нижнему горизонтальному сечению слоя. Каждая рабочая камера печи в горизонтальном сечении может быть выполнена в форме квадрата, прямоугольника, круга и т. д.
Циркуляционный способ
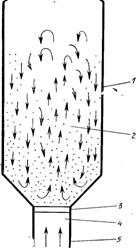 Кипящий слой псевдоожиженного зернистого материала восходящими вверх газовыми потоками является не единственным его состоянием в этих условиях. Так, если в камеру 1 (рис. 1) на решетку 3 через патрубок 4 засыпать гранулированный материал, то он образует плотный слой с определенной межзерновой пустотно-стью. При подаче через этот слой восходящего потока газа с постепенно увеличивающейся скоростью материал сперва будет оставаться неподвижным, а сопротивление слоя будет расти с увеличением скорости газа. Когда же сила сопротивления фильтрации- газа сравняется с весом слоя зернистого материала, то дальнейший рост гидравлического сопротивления прекращается и увеличение скорости газового потока приводит к расширению слоя. При этом слой взвешивается, увеличивается в объеме, частицы приобретают подвижность. Поверхность слоя в этом случае выравнивается, и если в стенке камеры сделать отверстие 2, то через него будет вытекать струя материала. Это и послужило основанием назвать слой зернистого материала со свойствами текучести—псевдоожиженным. При дальнейшем увеличении скорости газа через псевдоожиженный слой будут прорываться пузырьки, слой начнет интенсивно перемешиваться и бурлить, напоминая кипящую жидкость, что послужило основанием назвать его в этом состоянии кипящим слоем. Характерным состоянием кипящего слоя является его относительная плотность, при которой зерна не отрываются в пространство для витания.
Кипящий слой псевдоожиженного зернистого материала восходящими вверх газовыми потоками является не единственным его состоянием в этих условиях. Так, если в камеру 1 (рис. 1) на решетку 3 через патрубок 4 засыпать гранулированный материал, то он образует плотный слой с определенной межзерновой пустотно-стью. При подаче через этот слой восходящего потока газа с постепенно увеличивающейся скоростью материал сперва будет оставаться неподвижным, а сопротивление слоя будет расти с увеличением скорости газа. Когда же сила сопротивления фильтрации- газа сравняется с весом слоя зернистого материала, то дальнейший рост гидравлического сопротивления прекращается и увеличение скорости газового потока приводит к расширению слоя. При этом слой взвешивается, увеличивается в объеме, частицы приобретают подвижность. Поверхность слоя в этом случае выравнивается, и если в стенке камеры сделать отверстие 2, то через него будет вытекать струя материала. Это и послужило основанием назвать слой зернистого материала со свойствами текучести—псевдоожиженным. При дальнейшем увеличении скорости газа через псевдоожиженный слой будут прорываться пузырьки, слой начнет интенсивно перемешиваться и бурлить, напоминая кипящую жидкость, что послужило основанием назвать его в этом состоянии кипящим слоем. Характерным состоянием кипящего слоя является его относительная плотность, при которой зерна не отрываются в пространство для витания.