Производство керамзитаРефераты >> Технология >> Производство керамзита
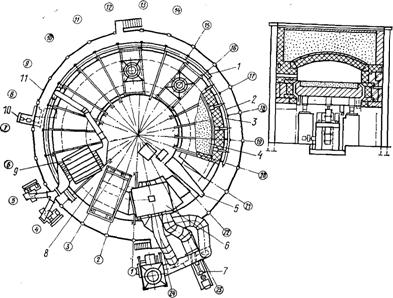
Рис.7 Схема кольцевой печи для обжига керамзита
1. — труба дымовая; 2 — кладка печи; 3 — газооборудование; 4 — футеровка кольцевого пода; 5—выгружатель; 6—подготовитель слоевой; 7 — вентиляционная установка слоевого подготовителя; 8 — автоматика; 9 — установка дымовых вентиляторов и рекуператора; 10—под кольцевой с приводом; 11 — каркас печи.
Кольцевой канал заканчивается дымоотборной шахтой, из которой дымовые газы по борову подаются в слоевой подогреватель и далее дымососом направляются в трубу. Часть дымовых газов поступает в сушильный барабан.
На участках газопровода предусмотрены поворотные заслонки для автоматического регулирования расхода природного газа. Керамзит с поверхности футеровки пода удаляется выгружателем. Частота вращения пода печи изменяется плавно в широких пределах с помощью регулируемого асинхронного электропривода. Контроль и управление процессом обжига, управление работой оборудования печи осуществляется со щита КИП.
Нельзя не отметить, что значительное число зерен, обжигаемых в монослое, имеет приплюснутую, а не округлую или гравелистую форму, что противоречит требованиям к размеру и форме легких заполнителей бетона.
Авторы все еще продолжают сравнивать расход топлива с однобарабанными вращающимися печами. Между тем расход топлива на обжиг следует сравнивать не с однобарабанными, а двухбарабанными печами или им подобными, где к настоящему времени расход теплоты не превышает 2500—3360 кДж/кг, или в 2—3 раза меньше, чем в однобарабанных.
3.3. Режим работы цеха.
Отправными данными для расчета технологического оборудования, потоков сырья и т.п. является режим работы цеха,
Режим работы устанавливают в соответствии с трудовым законодательством по нормам технологического проектирования предприятий вяжущих веществ»
При назначении режима работы цеха необходимо стремиться обеспечить возможно более полное использование оборудования /основных фондов/ и принимать наибольшее количество рабочих смен в сутки
Завод по производству керамзитового гравия будет иметь два цеха основного производства: цех обжига и цех помола.
Цеха помола чаще работают по режиму прерывной недели в три смены. При этом при трехсменной работе в неделю с одним выходным днем в каждую восьмую неделю расчетное количество рабочих суток в году принимают равным - 253 рабочим дням (5 дней в неделю по 23 ч) в утреннюю и вечернюю смену по 7,5 ч с обеденным перерывом 0,5 ч и в ночную смену 7 ч без обеденного перерыва и 52 субботних дня с одной сменой по 8 ч.
Расчетный годовой фонд времени работу технологического оборудования в часах, на основании которого рассчитывается производственная мощность предприятия в целом и отдельных линий установок, определяют по формуле
![]()
где Вр—расчетный годовой фонд времени работы технологического оборудования, ч;
Ср—расчетное количество рабочих суток в году;
Ч--количество рабочих часов в году;
Ки--среднегодовой коэффициент использования технологического оборудования,
При прерывной рабочей неделе с двумя выходными днями при трехсменной работе Ки принимается равным 0,876.
Годовой фонд работы оборудования составляет
— при трехсменной работе - 253 дн х 23 ч + 52 дн х В ч = б235 ч.
Расчетный фонд рабочего времени составит ![]() =6235 х 0,876 = 5462 ч.
=6235 х 0,876 = 5462 ч.
3.4. Расчет производительности, грузопотоков и определение расхода сырьевых материалов.
Производство заполнителей для бетона связано с переработкой и транспортировкой больших количеств материалов. При этом объем перерабатываемых материалов изменяется в связи с неизбежными потерями технологического (обжиг, сушка) и механического (унос, распыл) характера. Учет изменений, происходящих в перерабатываемых материалах на всех стадиях производственного процесса, необходим для определения расхода сырьвых материалов и для расчета и подбора оборудования.
Определение количества материалов, проходящих через отдельные технологические операции, называют расчетом грузопотоков. Расчет ведут, исходяиз программы производства, начиная со склада готовой продукции к складам сырья.
Размеры технологических потерь определяют по нормативным денным. Размеры механических потерь во многом зависят от организации производственного процесса и применяемого оборудования и принимаются на основании опыта аналогичных предприятий.
В проекте могут быть приняты следующие размеры механических потерь:
1. Потери при дроблении – 1%
2. Потери при транспортировке дробленого материала – 1%
3. Потери при помоле - 1 %
4. Потери при транспортировке тонкомолотых материалов – 0,5%,
Расчет грузопотоков цеха по производству керамзитового гравия
Сырье для керамзитового гравия является:
глина– 95%,
вода--4%,
добавка химическая (лигносульфанаты) --1%
Для производства керамзитового гравия вибрационным методом используем сухое глинистое сырье однородное по составу и практически не содержащее вредных включений с насыпной плотностью в естественном состоянии 1500 кг/м3.
Для получения шаровидных форм гранул добавляем 4% воды на стадии гранулирования.
Для лучшего склеивания порошкообразного материала применяется специальная химическая добавка – лигносульфанаты с насыпной плотностью 700кг/м3 в количестве 1%.
Сортировка вспучееного материала осущуствляется в барабанных грохотах, где керамзит делится на следующие фракции:5-10, 10-20, 20-40.
В зависимости от объемного насыпного веса получаем гравий марки 500. Выпускаемый керамзитовый гравий с насыпной плотностью 500 кг/м3 характеризуется повышенной прочностью и используется для приготовления высоковспучиваемого керамзитобетона при изготовлении напряженно- армированных конструкций.
Работа цеха в три смены по прерывной неделе.
Производительность цеха по массе: 50 т гравия в сутки или 2,08 т в час, или 11360,96 т в год.
по объему: 100 м3/сутки или 4,16 м3/час, или 22721,92 м3/год.
1) При грохочении потери состовят 1%. Следовательно на помол должно поступить:
В год Пг=11360,96·1,01=11474,57т.
В час ![]()
2) При транспортировании керамзитового гравия на сортировку теряется 1%
Следовательно должно поступить:
В год Пг=11474,57·1,01=11589,32т.
В час Пч=2,10·1,01=2,12т
3)Потеря в комбинированной установке-1%; Потеря за счет остаточной влажности глины – 15%. Потеря за счет добавленной воды при гранулировании – 4%. Таким образом суммарные потери составят:
Пг=11589,32·120=13769,48т
Пч=2,12·1,2=2,52т
4)Потеря при поступлении в тарельчатый гранулятор- 1%;
Пг=13769,48·1,01=13907,17т
Пч=2,52·1,01=2,545т
5)В тарельчатый гранулятор поступает 3 отдозированных и раздельно подготовленных компонента в заданном соотношении. Количество каждого материала, поступающего в гранулятор должно составлять: