Технологические требования к конструкции штампованных деталейРефераты >> Технология >> Технологические требования к конструкции штампованных деталей
3.1.5.2. Усилие для вырубки.
В процессе вырубки листового металла возникает сложное неоднородное силовое поле, сконцентрированное вблизи режущих кромок пуансона и матрицы. Ввиду сложности и неоднородности силового поля при вырубке в расчетах применяется условная технологическая величина – сопротивление срезу.
Рассчитаем усилие пресса для вырубки заготовки ([1], стр. 16):
Рср = L S sср, (3. 11)
где sср – сопротивление срезу, sср = 46 кгс / мм2;
L – периметр, L = 4 ´ 180 + p 180 + p 160 = 1787,6 мм
Рср = 1787,6 ´ 46 ´ 0,8 = 65783,68 кгс
Полное усилие вырубки обычно учитывает поправку на неоднородность материала и затупление режущих кромок пуансонов и матриц введением поправочного коэффициента и рассчитывается по формуле:
Р = 1,36 Рср = 1,36 ´ 65783,68 = 89465,8 кгс (3. 12)
Выбираем пресс усилием 160 или 250 т.с.
Штамп устанавливается на 250 т. с. пресс модели КБ3534А.
3.2. Деталь «Крышка».
Деталь типа Крышка изготовляется из материала сталь 10, толщина листа S = 1,5 мм.
3.2.1. Анализ технологичности формы и конструктивных элементов детали. ([1], стр. 280-281)
1. Деталь имеет сложную вытягиваемую форму, поэтому изготовление штампов будет производиться с ручной подготовкой рабочих деталей (матрицы и пуансона).
2. Радиусы закруглений у фланца r ³ 3S = 5 мм, радиусы закруглений у дна могут быть не меньше r ³ 2S = 3 мм.
3. В прямоугольных коробках следует избегать острых углов в плане и у дна детали.
Исходя из изложенных ранее технологических требований делаем вывод, что деталь технологична и ее изготовление возможно методом холодной штамповки.
3.2.2. Определение формы и размеров заготовки. Расход материала.
([1], стр. 284)
При вытяжке прямоугольных коробок с фланцем ([1], стр. 113) ввиду значительной неравномарной деформации вдоль контура обязательно необходима последующая обрезка неровного фланца. (Требования смотри выше.) Это упрощает технологические рассчеты заготовки. Построение заготовки производится путем развертки коробки на плоскость.
Длина выпрямленной стенки находится по уравнению:
1) L = L1 + L2 + ![]() p, (3. 13)
p, (3. 13)
при rд = 50 мм, rм = 5 мм, L1 = 11мм,
L2 = 0 мм

рис.3.4. Отдельный элемент детали.
L = 11 + ![]() p = 97,35 мм
p = 97,35 мм
2) L = L1 + L2 + ![]() p
p
L = 11 +![]()
![]() p = 53,82 мм
p = 53,82 мм

рис. 3.5. Отдельный элемент детали (радиусы скругления дна и фланца).
3) Поскольку высота детали изменяется вдоль длинной стороны детали, рассчитываем длины стенки в наибольшей части и наименьшей части, таким образом:
Lб = 11 + 30 + ![]() p = 72,4 мм
p = 72,4 мм
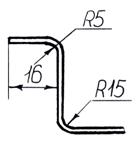
рис. 3.6. Отдельный элемент детали (длина стенки).
Lм = 11 + ![]() p = 42,4 мм
p = 42,4 мм
Рассчитываем высоту развертки.
Деталь после гибки:

рис. 3.7. Чертеж детали после гибки.
а = ![]() = 442,3 мм
= 442,3 мм
tg![]() = a / 2b = 442,3 / 450 ´ 2
= a / 2b = 442,3 / 450 ´ 2
![]() = 31° 30¢ Þ a = 63°
= 31° 30¢ Þ a = 63°
тогда l = ![]() =
= ![]() = 494,5 мм (3. 14)
= 494,5 мм (3. 14)
Деталь до гибки (после вытяжки):
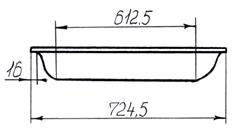
рис. 3.8. Чертеж детали до гибки.
Полная развертка детали будет:
L = 230 + 494,5 = 724,5 мм
Найдем длину плоской части детали:
В¢ = 724 – 76 – 35,5 = 612,5 мм
Найдем ширину плоской части детали:
А¢ = 316 – 2 ´ 16 – 30 = 254 мм
Поскольку при формировании ребер жесткости их размеры практически не влияют на величину развертки детали, определим размеры развертки:
К = В + L + L = 612,5 + 97,35 + 53,82 = 763,67 мм, (3. 15)
Nб = A¢ + 2Lб = 254 + 72,4 ´ 2 = 398,8 мм, (3. 16)
Nм = A¢ + 2Lм = 254 + 42,4 ´ 2 = 338,8 мм, (3. 17)
С учетом припуска на обрезку, равную 10 мм, получим размеры заготовки:
К = 763,67 + 10 = 774 мм
Nб = 398,8 + 10 = 410 мм
Nм = 350 мм
Для построения эскиза заготовки необходимо определить радиус заготовки в углах, которые расчитываются как для вытяжки стаканчика с фланцем:
R0 = ![]() , (3. 18)
, (3. 18)
где r у – радиус коробки, rу = R = 15 мм;
R ф = 31 мм;
Н – высота стороны
В нашем случае:
R01 = ![]() = 41,85 мм,
= 41,85 мм,
R02 = ![]() = 32,6 мм
= 32,6 мм
Эскиз заготовки:
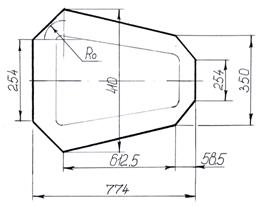
рис. 3.19. Чертеж заготовки.
Развертка ребра жесткости определяется графическим путем:
Lрж = 460 мм
Поскольку развертка детали большая – вырубку будем производить из карточек размером 774 ´ 410 мм (возможна не вырубка, а обсечка).
Таким образом, оценку экономичности производим по величине полезного использования металла ([1], стр. 290):
к и = ![]() , (3. 19)
, (3. 19)
где f – площадь поверхности детали
f = 254 ´ 774 + 2 ![]() + 2
+ 2 ![]() + 2
+ 2 ![]() + 2 ´ 47,5 ´ 612,5 = 283561,9 мм2;
+ 2 ´ 47,5 ´ 612,5 = 283561,9 мм2;
m – количество деталей из листа, m = 5 штук;
А ´ С – размеры листа А ´ С = 1000 ´ 2000 мм, ГОСТ 19903 - 74
к и = ![]()
Концевые отходы (полосы шириной 180 и 42 мм) используются для изготовления деталей в цехах средней и мелкой штамповки.
3.2.3 Разработка технологического процесса
Технологический процесс:
1. Резка листа на карточки. Ножницы гильотинные.
2. Штамповка. Вырубка или обсечка заготовки.
3. Штамповка. Вытяжка.
4. Штамповка. Гибка.
5. Штамповка. Обсечка припуска в размер детали.
3.2.4. Выбор оборудования. Расчет усилия пресса.
3.2.4.1. Усилие для вытяжки и формовки.