Технологические требования к конструкции штампованных деталейРефераты >> Технология >> Технологические требования к конструкции штампованных деталей
Исходными данными для проектирования являются чертежи деталей с указанием материала, технологических требований и программы выпуска.
В данном дипломном проекте деталями представителями являются детали:
1. Деталь «Коробка».
2. Деталь «Крышка».
3. Деталь «Крышка».
4. Деталь «Пластина».
5. Деталь «Скоба».
3. Разработка технологических процессов листовой штамповки деталей-представителей цеха.
Технологические требования к конструкции штампованных деталей.
Свойства и конструктивные элементы, которые обеспечивают наиболее простое и экономическое изготовление деталей при соблюдении технических эксплуатационных требований к ним называются технологичностью. Основными показателями технологичности листовых холодноштамповочных деталей являются:
1. Наименьший расход материала.
2. Наименьшее количество и низкая трудоемкость операций.
3. Отсутствие последующей механической обработки.
4. Небольшое количество требуемого оборудования и производственных площадей.
5. Наименьшее количество оснастки при сокращении затрат и сроков подготовки производства.
6. Увеличение производительности отдельных операций и цеха в целом.
7. Наименьшая себестоимость штампуемых деталей.
Общие технологические требования к конструкции листовых штампованных деталей.
Раскрой листового металла: раскрой листового металла несет за собой потерю металла в виде обрезков и неиспользуемых отходов; для уменьшения потери в данном дипломном проекте было учтено наиболее полное использование материала, при резке крупных заготовок был применен комбинированный раскрой, при резке на ножницах рекомендуется применять специальные устройства, облегчающие настройку и повышающие точность реза.
Механические свойства листового материала должны соответствовать не только требованиям прочности и жесткости изделия, но также процессу формоизменения и характеру пластических деформаций. Необходимо учитывать возможность применения для формоизменяющих операций более пластичного, хотя и менее прочного метала, т. к. в процессе холодной штамповки происходит его наклеп, значительно увеличивающий характеристики прочности материала. При расчете на прочность не следует увеличивать толщину листового материала, учитывая упрочнение его в процессе холодной деформации и достаточно высокую жесткость штампованных деталей. Необходимо стремиться к созданию легких и облегченных конструкций деталей, применяя для увеличения жесткости штамповку ребер жесткости, отбортовку, загибку фланцев, закатку кромок и тому подобное, а также замену тяжелых стандартных прокатных профилей наиболее легкими – гнутыми или свертными профилями и листового металла. Конфигурация детали или ее развертки должна обеспечивать наивыгоднейшее использование листового материала, давая возможность применить малоотходный или безотходный раскрой. Для получения безотходного раскроя не следует искусственно увеличивать размеры и площадь заготовки. Если отход неизбежен, то желательно придать ему конфигурацию, соответствующую другой детали, или использовать его вторично. Необходимо унифицировать и уменьшить ассортимент применяемых марок листового металла и толщин. Следует соблюдать кратность размеров крупных штучных заготовок размерам листа, иначе отходы увеличиваются.
3.1. Деталь «Коробка».
 |
рис 3.1. Эскиз детали.
3.1.1. Анализ технологичности формы и конструктивных элементов детали. ([1], стр. 280-281)
1. Радиусы закруглений у дна должны быть:
r ³ 4 S = 4 ´ 0,8 = 3,2 мм
2. В прямоугольных коробках следует избегать острых углов в плане и у дна детали.
Исходя из изложенных технологических требований (смотри выше) делаем вывод, что деталь технологична и ее изготовление возможно методом холодной штамповки.
3.1.2. Определение формы и размеров заготовки. Расход материала. ([1], стр. 284)
Создание технологичных форм штампуемых деталей упрощает производственный процесс и имеет решающее значение для экономии материалов в штамповочном производстве.
При вытяжке прямоугольных коробок с фланцем ([1], стр. 113) ввиду значительной неравномерной деформации вдоль контура обязательна последующая обрезка неправильной формы. Это упрощает технологические расчеты заготовки и построение ее формы, так как большой точности последних не требуется. Форму заготовки в данном случае можно значительно упростить, руководствуясь удешевлением вырубного или комбинированного штампа. Необходимо соблюдать следующие требования: предотвратить нехватку поверхности металла заготовки; устранить скопление заведомо лишнего металла в углах, затрудняющего процесс вытяжки. Это позволяет производить построение заготовки путем развертки коробки на плоскость. В основу расчета и построения заготовки кладется известное правило – равенство площадей поверхности заготовки и коробки (с припуском на обрезку). При этом производят следующие подсчеты: определение длины выпрямленной стенки; определение радиуса заготовки R0 в углах коробки.
Длина выпрямленной стенки находится по уравнению:
L = l + H + 0,14 rcp, (3. 1)
где rcp - средний радиус, rcp = (rм + rд) /2 = (1 + 40) / 2 = 20,5 мм;
l – ширина фланца, l = 15 мм;
Н – высота стороны.
Отсюда видно, что вычисления можно упростить, применяя средний радиус закругления у дна и фланца.
L1 = 15 + 160 + 0,14 ´ 20,5 = 177,87 мм;
L2 = 15 + 140 + 0,14 ´ 20,5 = 157,87 мм.
Таким образом, в связи с тем, что коробка разновысокая:
А1 = 180 + 2 ´ 177,87 = 535,74 мм;
А2 = 180 + 2 ´ 157,87 = 495,74 мм;
В = 180 + 177,87 + 157,87 = 515,74 мм.
С учетом припуска на обрезку получаем заготовку:
А1 = 540 мм; А2 = 500 мм; В = 520 мм.
Радиус заготовки в углах коробки рассчитывается как для вытяжки стаканчика с фланцем по формуле:
R 0 = ![]() , (3. 2)
, (3. 2)
где r у – радиус коробки, rу = R = 100 мм;
R ф = 115,8 мм.
R 01 = ![]() мм;
мм;
R 02 = ![]() мм.
мм.
Проведем построение заготовки:
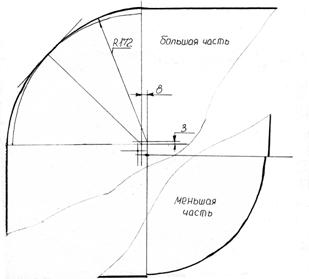
рис. 3.2. Большая и меньшая часть заготовки.
Учитывая, что будет производиться отгибка фланца, для облегчения изготовления принимаем радиус закругления в большей части R = 180 мм, в меньшей части R = 160 мм, тогда заготовка имеет вид:
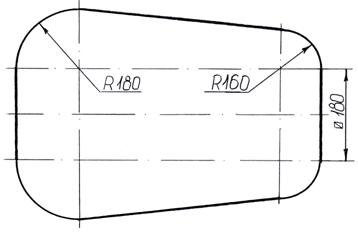
рис. 3.3. Эскиз заготовки – развертка на плоскость.
Для уменьшения отхода дорогостоящего материала, с учетом того, что изготовление будем производить вырубкой из карточки, наименьшие размеры которой 540 ´ 520 мм, выбираем по ГОСТ 19903 – 74 лист размером 1100 ´ 2200. Таким образом, получим при размерах карточки 550 ´ 550 раскрой, указанный на листе МТ6127.06.004.00