По автоматизации производственных процессовРефераты >> Программирование и компьютеры >> По автоматизации производственных процессов
Средства активного автоматического контроля непосредственно связаны с ходом технологического процесса и активно в него вмешиваются, регулируя параметры обрабатываемых деталей. Они управляют движениями исполнительных органов станков по результатам контроля обрабатываемых размеров деталей в процессе, до или после обработки.
Активный контроль предупреждает появление брака. Оператор и наладчик освобождаются от непрерывного наблюдения за ходом технологического процесса, становится возможным многостаночное обслуживание. Повышается производительность труда за счет сокращения вспомогательного времени и точность обработки.
Активный автоматический контроль является прогрессивным, однако при внедрении его возникает ряд трудностей. Подавляющее большинство станков действующего парка основано на ручном управлении и не может быть включено в систему активного контроля без существенной модернизации, которую трудно провести силами завода-потребителя.
Применение автоматов пассивного контроля экономически наиболее оправдано при необходимости рассортировки деталей на группы внутри поля допуска для селективной сборки.
Весьма рационально также встраивание контрольных автоматов в автоматические станочные линии. В этом случае контрольный автомат непосредственно воздействует на ход технологического процесса, т. е. превращается в средство активного контроля.
Средства контроля по степени автоматизации можно разделить на неавтоматические, полуавтоматические, автоматические.
Механизированные средства контроля — контрольные приспособления — относятся к классу неавтоматических. Они применяются для последовательного (одномерные) или одновременного (многомерные) контроля различных параметров качества (отклонений размеров, геометрической формы, расположения поверхностей и др.) деталей. Загрузка, выгрузка и раскладка деталей по соответствующим ячейкам производятся контролером вручную. Информацию о результатах контроля он получает по показаниям шкальных или светосигнальных приборов.
В полуавтоматических средствах процесс контроля и сортировки осуществляется автоматически. Не автоматизирована лишь загрузка деталей.
Автоматические и полуавтоматические средства контроля представляют собой измерительные системы. Измерительной системой называют совокупность средств измерения (мер, измерительных приборов, измерительных преобразователей) и вспомогательных устройств, соединенных между собой каналами связи и предназначенных для выработки сигналов измерительной информации в форме, удобной для автоматической обработки, передачи и использования в автоматических системах управления. Измерительный прибор — это средство измерений, вырабатывающее сигналы измерительной информации в форме, доступной для непосредственного восприятия наблюдателем. Измерительным преобразователем называют средство, вырабатывающее сигналы измерительной информации в форме, удобной для передачи, дальнейшего преобразования, обработки или хранения, но не поддающейся непосредственному восприятию наблюдателем.
Автоматические системы в зависимости от выполняемой ими задачи могут быть разделены на системы автоматического контроля, автоматического управления и автоматического регулирования технологических процессов. Они представляют собой сложные устройства, состоящие из различных механических, гидравлических, электрических и других звеньев. Однако все звенья, составляющие автоматическую систему, по выполняемым ими функциям могут быть разделены на типовые функциональные элементы, тогда системы — представлены в виде функциональных блок-схем, характеризующих последовательность воздействий в их структурной цепи. Элемент воспринимает измерительный сигнал от объекта контроля и реагирует на изменение измеряемой величины. Воспринимающими элементами измерительных систем для контроля размеров деталей являются измерительные стержни, измерительные губки, рычаги и др.
 Задающий элемент служит для установки значения величины, характеризующей управляемый процесс, закона ее изменения или , порядка воздействия на управляемый процесс. Задающими элементами автоматических измерительных систем являются, например, регулировочные винты неподвижных контактов преобразователей, определяющие предельные размеры контролируемой детали или заданную величину окончательного размера детали, обрабатываемой на станке, и др.
Задающий элемент служит для установки значения величины, характеризующей управляемый процесс, закона ее изменения или , порядка воздействия на управляемый процесс. Задающими элементами автоматических измерительных систем являются, например, регулировочные винты неподвижных контактов преобразователей, определяющие предельные размеры контролируемой детали или заданную величину окончательного размера детали, обрабатываемой на станке, и др.
Элемент сравнения осуществляет сравнение величин воздействия, полученных от воспринимающего и задающего элементов, и передает сигнал на преобразующий элемент.
Измерительный элемент воспринимает преобразованные воздействия контролируемого объекта и фиксирует числовые значения изменений контролируемой величины на показывающем, регистрирующем или цифровом отсчетом устройстве.
Исполнительный элемент воздействует на рабочие органы управляемого объекта, осуществляя конечное преобразование энергии, получаемой от преобразующего элемента. Например, электромагнит преобразует электрическую энергию в механическую, перебрасывая заслонку сортировочного устройства, или переключает золотники гидравлической системы, управляющей рабочим органом станка РОБ.
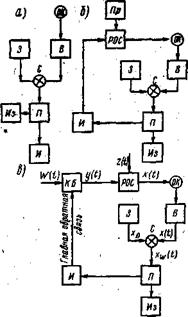
Автоматические средства "пассивного контроля выполняют задачу автоматического контроля. Они Подразделяются на контрольные автоматы, осуществляющие после ряда вспомогательных операций автоматический контроль и сортировку изделий на годные и брак, и контрольно-сортировочные автоматы, выполняющие кроме указанных функций сортировку годных изделий на Две и более группы. Функциональная блок-схема контрольных и контрольно-сортировочных автоматов имеет разомкнутую цепь воздействий от контролируемого объекта без обратной связи. Обратной связью называют дополнительную связь, направленную от выхода к входу процесса.
Системы активного автоматического контроля в процессе обработки выполняют задачу управления процессом. Контролируется размер обрабатываемой детали и в зависимости от его значения путем передачи воздействий от исполнительного элемента на рабочий орган станка переключаются режимы и прекращается обработка. Функциональная блок-схема системы активного контроля в процессе обработки также имеет разомкнутую цепь воздействий, так как функции регулирования размера выполняются наладчиком. Рабочий орган станка РОС работает на основе внешних, воздействий от программного устройства.
Система активного контроля с автоматической подналадкой - станка выполняет задачу регулирования процесса. Контролируется размер обработанной детали и в зависимости от его значения, при необходимости, путем передачи воздействий от исполнительного элемента на корректирующий блок КБ осуществляется подналадка станка. Функциональная блок-схема такой системы имеет замкнутую цепь воздействий с обратной связью и является схемой простой системы автоматического регулирования по отклонению размера.