Страница
1
Понятие о первичной, вторичной, двойной ориентации. Примеры устройства для их осуществления.
Любой процесс автоматической сборки может быть расчленен на следующие элементарные движения:
1) подача деталей к месту сборки;
2) ориентация деталей друг относительно друга;
3) сопряжение деталей;
4) закрепление деталей;
5) транспортирование собранного подузла на последующую операцию сборки.
Подача деталей к месту сборки представляет собой один из самых несложных процессов, сборки и заключается в перемещении деталей из питательных лотков или магазинов бункерных загрузочных устройств к сборочной позиции.
Ориентация деталей друг относительно друга на сборочной позиции является наиболее характерным процессом автоматической сборки. В этом цикле движений детали должны расположиться друг относительно друга так, чтобы их можно было последующим движением беспрепятственно собрать. Иными словами, детали должны быть поставлены друг относительно друга в такое положение, в котором, при любых размерах деталей, лежащих в пределах допуска, они могли бы войти в соединение друг с другом. В изучении условий расположения деталей перед сборкой или ориентации ил и заключается основная часть теории автоматической сборки.
Сопряжение деталей представляет собой процесс, в результате которого осуществляется сборка, т. е. одна деталь вступает в соединение с другой или несколькими другими деталями. Можно различить следующие виды спряжений:
а) свободное сопряжение (детали входят в соединение с зазором);
б) напряженное сопряжение (детали вводятся в соединение с натягом);
в) винтовое сопряжение (одна из деталей представляет собой винт, а другая гайку).
В некоторых случаях сборки, после ввода деталей в соединение, требуется произвести еще дополнительные операции, закрепляющие осуществленное сопряжение. К таким операциям относятся: клепка, развальцовка, сварка и пайка.
Упрощенные виды сборки, при которых сопряжения деталей в полном смысле этого слова не требуется. Такими упрощенными видами сборки являются:
а) стапелирование (при этом виде сборки детали располагаются друг относительно друга в определенном положении);
б) расфасовка (детали располагаются друг относительно друга в непосредственной близости в общем помещении).
Стапелирование н расфасовка обычно сопровождаются подсчетом деталей.
Транспортирование собранного подузла на последующую операцию сборки не является особо характерным процессом, не представляет собой сложности и осуществляется транспортными механизмами обычного типа.
ОРИЕНТАЦИЯ ОТДЕЛЬНЫХ ДЕТАЛЕЙ В ПРОСТРАНСТВЕ
Детали входят в соединение друг с другом цилиндрическими поверхностями, или, реже, плоскостями. В соответствии с этим рассмотрим, прежде всего, следующие случаи ориентации:
1) ориентация по одной наружной цилиндрической поверхности;
2) ориентация по двум наружным цилиндрическим поверхностям с параллельными осями;
3) ориентация по двум наружным цилиндрическим поверхностям с перпендикулярными (пересекающимися) осями;
4) ориентация по одной внутренней цилиндрической поверхности;
5) ориентация по двум внутренним цилиндрическим поверхностям с параллельными осями;
6) ориентация по одной наружной и одной внутренней цилиндрическим поверхностям с перпендикулярными осями;
7) ориентация пластины по плоскостям;
8) ориентация по одной плоскости и одной наружной цилиндрической поверхности;
9) ориентация по одной плоскости и одной внутренней цилиндрической поверхности.
Перечисленные девять случаев ориентации, конечно, не исчерпывают разнообразных сочетаний поверхностей, особенно, если учесть, что в процессе сборки, состоящем из нескольких операций, детали последовательно наращиваются (собираются) на частично собранный подузел. Однако разбор этих случаев позволит решать и иные задачи.
Ориентация по одной наружной цилиндрической поверхности может производиться либо в призмах, либо по габариту. В этом случае ориентацию по оси (в центрах) или по торцам (в чашках) приходится отбросить, так как концы валика должны быть свободны для ввода его в соединение.
При ориентации валика в призмах, в свою очередь, можно различать два случая. Первый случай, когда валик забирается из питательного лотка призмой и доводится до плоского неподвижного упора, и второй случай, когда валик забирается плоским толкателем и доводится до неподвижного упора в виде призмы.
К способам ориентации следует, прежде всего, предъявить требование, чтобы колебание размеров детали в пределах допуска мало отражалось на ее положении. Подходя к оценке способов ориентации валика в призмах с этой точки зрения, ' можно сделать вывод, что первый случай (неподвижный плоский упор) лучше, так как центр валика переместится при изменении размера цилиндра на половину, величины этого изменения. При втором случае ориентации перемещение центра валика будет равно половине изменения размера цилиндра, деленной на синус половины угла между щеками призм.
Ориентация валика по габариту, т. е. расположение валика в питателе, имеющем отверстие, равное наружному диаметру валика, значительно хуже установки по призмам, так как отверстие, в котором располагается валик, несколько больше его наружного диаметра и неизвестно, какое положение в этом отверстии занимает валик.
Ориентация детали или подузла по двум цилиндрическим поверхностям с параллельными осями может производиться либо по клину и плоскости, либо по габариту. С помощью рассуждений, аналогичных предыдущим, можно сделать вывод, что лучшим способом установки является ориентация  с неподвижной плоскостью и передвижным клином. Установка по габариту для двух цилиндрических поверхностей с параллельными осями является менее надежной и, следовательно, менее желательной, чем для одной цилиндрической поверхности,
с неподвижной плоскостью и передвижным клином. Установка по габариту для двух цилиндрических поверхностей с параллельными осями является менее надежной и, следовательно, менее желательной, чем для одной цилиндрической поверхности,
|
|


|
|
так как диаметры отверстий в толкателе должны быть увеличены еще за счет колебания расстояния между осями.
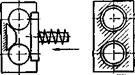
Ориентация по двум наружным цилиндрическим поверхностям с пересекающимися осями может производиться в двух призмах, причем нижняя призма должна иметь возможность смещения, а верхняя призма должна иметь возможность поворота относительно собственной оси.
Установка по одной внутренней цилиндрической поверхности: может производиться только по габариту с помощью штифта. Штифт рекомендуется выполнять трехгранным с концом, заточенным на конус. Это дает возможность применить отдельных деталей.