Производство стали
При скрап-процессе основную массу металлической массы шихты (от 55 до 75 %) составляет металлический лом. Чугун (25 - 45 %), как правило, применяется в твердом виде. Таким процессом работают заводы, на которых нет доменного производства.
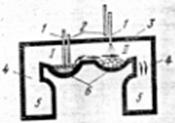
Рисунок 5 Схема двухванной сталеплавильной печи:
1 – топливно-кислородные фурмы;
2 – фурмы для вдувания твердых материалов; 3 – свод печи; 4 – вертикальные каналы;
5 – шлаковики; 6 – подины печей
![]()
Производство стали в электропечах
Электросталеплавильное производство - это получение качественных и высококачественных сталей в электрических печах, обладающих существенными преимуществами по сравнению с другими сталеплавильными агрегатами.
Выплавка стали в электропечах основана на использовании электроэнергии для нагрева металла. Тепло в электропечах выделяется в результате преобразовании электроэнергии в тепловую при горении электрической дуги либо в специальных нагревательных элементах, либо за счет возбуждения вихревых токов.
В отличие от конвертерного и мартеновского процессов выделение тепла в электропечах не связанно с потреблением окислителя. Поэтому электроплавку можно вести в любой среде - окислительной, восстановительной, нейтральной и в широком диапазоне давлений - в условиях вакуума, атмосферного или избыточного давления. Электросталь, предназначенную для дальнейшего передела, выплавляют, главным образом в дуговых печах с основной футеровкой и в индукционных печах.
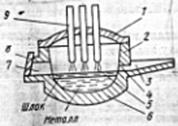
Рисунок 6 Схема рабочего пространства дуговой электропечи:
1 – куполообразный свод; 2 – стенки; 3 – желоб;
4 – сталевыпускное отверстие; 5 – электрическая дуга; 6 – сферический под; 7 – рабочее окно; 8 – заслонка; 9 – электроды
Дуговые печи бывают различной емкости (до 250 т) и с трансформаторами мощностью до 125 тысяч киловатт.
Источником тепла в дуговой печи является электрическая дуга, возникающая между электродами и жидким металлом или шихтой при приложении к электродам электрического тока необходимой силы. Дуга представляет собой поток электронов, ионизированных газов и паров металла и шлака. Температура электрической дуги превышает 3000о С. Дуга, как известно, может возникать при постоянном и постоянном токе. Дуговые печи работают на переменном токе. При горении дуги между электродом и металлической шихтой в первый период плавки, когда катодом является электрод, дуга горит, т. к. пространство между электродом и шихтой ионизируется за счет испускания электронов с нагретого конца электрода. При перемене полярности, когда катодом становится шихта - металл, дуга гаснет, т. к. в начале плавки металл еще не нагрет и его температура недостаточна для эмиссии электронов. При последующей перемене полярности дуга вновь возникает, поэтому в начальный период плавки дуга горит прерывисто, неспокойно.
|
1 – электрод 2 – головка электродержателя 3 – свод 4 – подвеска свода 5 – сводное кольцо 6 – цилиндричекий кожух 7 – рабочая площадка 8 – механизм наклона печи
|
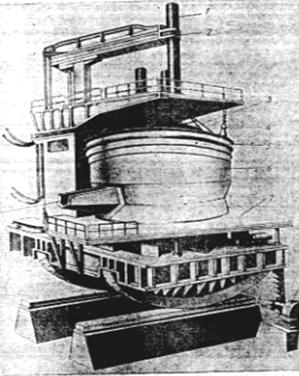
Рисунок 7 Дуговая сталеплавиль-ная печь.
После расплавлении шихты, когда ванна покрывает ровным слоем шлака, дуга стабилизируется и горит ровно.
Выплавка стали в кислых электродуговых печах
Электродуговые печи с кислой футеровкой обычно используются при выплавке стали для фасонного литья. Емкость их составляет от 0,5 до 6,0-10 т. Кислая футеровка более термостойкая и позволяет эксплуатировать печь с учетом условий прерывной работы многих литейных цехов машиностроительных заводов. Основным недостатком печей с кислой футеровкой является то, что во время плавки из металла не удаляются сера и фосфор. Отсюда, очень высокие требования к качеству применяемой шихты по содержанию этих примесей.
Плавление в кислой печи длится примерно так же, как в основной печи (50-70 мин). В окислительный период удалятся меньшее количество углерода (0,1 - 0,2 %) и из-за повышенного содержания FeO в шлаке металл кипит без присадок железной руды. Содержание SiO2 в шлаке к концу окислительного периода повышается до 55 - 65 %. Когда металл нагрет, начинается восстановление кремния по реакции:
(SiO2) + 2[C] = [Si] + 2COгаз
К концу окислительного процесса содержание Si в металле увеличивается до 0,2 - 0,4 %. Раскисление стали перед выпуском может проводиться как в печи, так и в конце.
Способы интенсификации выплавки стали в большегрузных печах.
Одношлаковый процесс. Технология выплавки стали под одним шлаком без восстановительного периода применяется для выплавки мартеновского сортамента сталей. После окончания проведения окислите1льного периода присаживают силикомарганец и феррохром в необходимом количестве для получения требуемого химического состава данной марки стали, улучшают шлак добавкой извести, флюсов. Затем сталь выпускают в ковш, где проводят окончательное раскисление и легирование.

Рисунок 8 Технологическая схема производства стали в дуговой сталеплавильной печи
Плавка с рафинированием в ковше печным шлаком.
Применяется на печах емкостью 100 - 200 т. После окончания окислительного периода и раскисления металла наводят новый шлак с высоким содержанием СаО. В течение 40 - 60 мин шлак раскисляют молотым коксом и ферросилицием. Перед выпуском в шлак дают CaF2. Высокое (10 - 20 %) содержание CaF2 обеспечивает высокую рафинирующую способность шлака. При выпуске из печи вначале выпускают в ковш жидкий шлак и затем мощной струей металл. Перемешивание металла со шлаком обеспечивает высокую степень рафинирования от примесей (от серы) и неметаллических включений. Одной из форм рафинирования стали в ковше можно считать технологию синтетических шлаков на основе СаО - Al2O3. В этом случае требуются дополнительные затраты для плавления шлака.
Плавка стали в индукционной печи.
В индукционных печах для выплавки металла используется тепло, которое выделяется в металле за счет возбуждения в нем электрического тока переменным магнитным полем. Источником магнитного поля в индукционной печи служит индуктор. Проводящая электрический ток шихта, помещенная в тигель печи, подвергается воздействию переменного магнитного поля, возникающего от индуктора, нагревается в следствие теплового воздействия вихревых токов.
По сравнению с дуговыми электропечами индукционные печи имеют ряд преимуществ: отсутствие электродов и электрических дуг позволяет получать стали и сплавы с низким содержанием углерода и газов; плавка характеризуется низким угаром легирующих элементов, высоким техническим КПД и возможностью точного регулирования температуры металла.