Техпроцесс изготовления фрезыРефераты >> Технология >> Техпроцесс изготовления фрезы
В таблице 3.1 показана классификация поверхностей проектируемой фрезы.
Таблица 3.1
Классификация поверхностей
|
№ п/п |
Вид поверхности |
№ поверхности |
|
1 |
ИП |
1 |
|
2 |
ОКБ |
2 |
|
3 |
СП |
3, 4, 5, 6, 7, 8, 9, 10 |
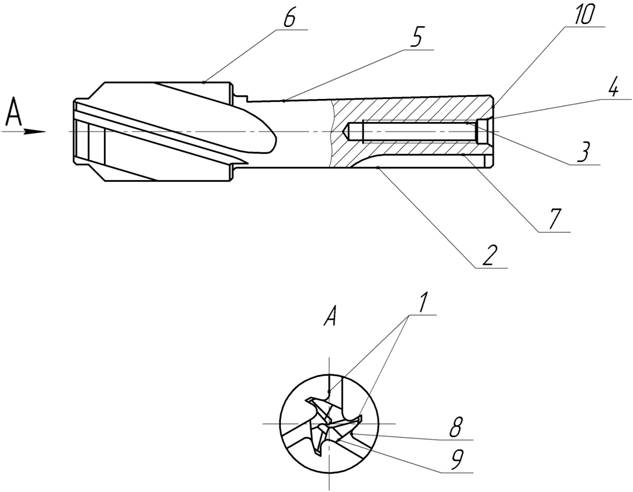
Рисунок 3.1. Эскиз фрезы с обозначением номеров поверхностей.
3.2. Определение типа производства
Тип производства определим с учетом годовой программы выпуска детали и массы. Годовая программа выпуска согласно заданию равна 50 комплектов, в одном комплекте 14 деталей, итого годовой выпуск деталей – 700 штук.
Выполним приблизительный расчет массы по формуле:
![]() .
.
Здесь плотность ρ для стали Р6М5Ф3 составляет ρ=8,2 г/см3.
Остальные размеры возьмем с чертежа инструмента, получаем:
а – длина изделия, а=185мм;
b – толщина изделия, b=14мм;
h – высота изделия, h=40мм.
Тогда масса равна:
m=7,8*185*14*40*10-6=0,85 кг
По таблице зависимости типа производства от объема выпуска и массы [1] выбираем соответствующий тип: среднесерийное производство.
Серийное производство в целом обусловлено ограниченной номенклатурой деталей, изготовляемых периодически повторяющимися партиями. Используются универсальные станки, оснащенные как специальными, так и универсальными инструментами и приспособлениями. Применяют специализированные, агрегатные, частично универсальные металлорежущие станки. Форма организации технологического процесса переменно-поточная. Технологический процесс разрабатывают на базе типового. Заготовки – профильный прокат, литье в кокиль, горячая штамповка. Припуск на обработку по результату расчета. Расчет припусков производят подробно по переходам. Коэффициент закрепления операций от 1 до 40. Расстановка оборудования производится с учетом характерного направления грузопотоков. Настройка станков – по измерительным приборам. Подробность разработки – специальные карты. Расчет режимов резания ведется по отраслевым нормативам и эмпирическим формулам. Нормирование – детальное пооперационное. Квалификация рабочих различная. Предполагается значительное использование достижений науки. Этот тип производства наиболее характерен для изготовления режущих инструментов.
3.3. Разработка технологического маршрута – плана обработки
В таблице 3.2 показана последовательность методов обработки поверхностей имеющих различные технические требования
Таблица 3.2
Последовательность обработки различных поверхностей
| Номер поверхности |
Технические требования |
Последовательность методов обработки | |
| Квалитет |
Rа (Rz) | ||
|
1, 8, 9 |
- |
0,63 |
Ш1 |
|
2 |
7 |
0,63 |
Т, Ш2 |
|
3 |
9 |
2,5 |
Т |
|
4 |
12 |
2,5 | Т |
|
5 |
14 |
5 |
Фр |
|
6 |
14 |
5 |
Т |
|
7 |
12 |
2,5 |
Фр |
Где: Ш1 – специально-шлифовальная операция;
Ш2 – круглошлифовальная операция;
Т – токарная операция;
Фр – фрезерная операция.
Затем полученные результаты переносим в маршрут обработки, который показан в плане обработки детали.
В таблице 3.3 представлен технологический маршрут обработки заготовки построенный на основе таблицы 3.2.
Таблица 3.3
Технологический маршрут обработки заготовки.
|
№ опер |
Наименование операции |
Номера поверхностей |
Квалитет после обработки |
Шероховат. поверхностей после обработки, Rа (Rz) | |
|
Базовая |
Обрабаты-ваемая | ||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
0005 |
Заготовительная |
2,6 |
10 |
14 |
(20) |
|
0010 |
Токарная |
6 |
2 |
14 |
5 |
|
0015 |
Сварка |
2,6 |
- | ||
|
0020 |
Отжиг | ||||
|
0025 |
Контрольная |
- |
- |
- |
- |
|
0030 |
Токарная |
2 |
6 |
14 |
5 |
|
0035 |
Токарная |
6 |
2, 4, 10 |
12-14 |
5 |
|
0040 |
Токарная |
2 |
6 |
12-14 |
5 |
|
0045 |
Токарная |
6 |
3 |
12 |
2,5 |
|
0050 |
Фрезерная |
6 |
5 |
12 |
5 |
|
0055 |
Фрезерная |
6, 5 |
7 |
12-14 |
2,5 |
|
0060 |
Контрольная |
- |
- |
- |
- |
|
0065 |
Термическая |
- |
- |
- |
- |
|
0070 |
Круглошлифовальная |
6 |
2 |
10-12 |
1,25 |
|
0075 |
Круглошлифовальная |
6 |
2 |
7 |
0,63 |
|
0080 |
Шлифовальная |
2 |
1,8,9 |
12-14 |
0,63 |
|
0085 |
Контрольная | ||||
|
0090 |
Маркировка |
- |
- |
- |
- |