Технология термической обработкиРефераты >> Технология >> Технология термической обработки
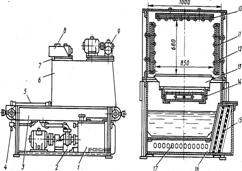
Для закалки деталей, применяют баки (рис.19) с механизированным перемещением закалочного стола, на который устанавливается поддон с нагретыми деталями. При помощи пневматического подъемника стол может опускаться и подниматься в баке.
Установка для обработки холодом.
|
|
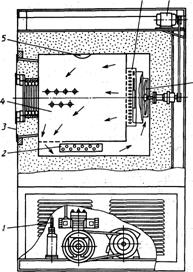
Для охлаждения небольшого числа отдельных деталей, например, режущего инструмента, калибров и других изделий из высоколегированной стали применяют камеры полезным объемом 0,1—1,0м3. Камера шкафная (КТХ) оборудована компрессорной установкой, обеспечивающей охлаждение до —100°С, и электронагревателями, позволяющими нагревать камеру до 155°С. На рис.20 показан разрез камеры КТХ. Машинное отделение расположено в нижней части камеры. Электрические нагреватели расположены под рабочим пространством камеры. Крыльчатка
|
Рис.20 Камера шкафная |
|
|
вентилятора, вращаемая электродвигателем, направляет поток воздуха в воздухоохладитель, в котором размещён змеевик, последовательно соединённый со змеевиком испарителя, припаянным к поверхности внутреннего корпуса камеры. Через окно в двери можно при включенном осветительном приборе осматривать внутреннее пространство камеры.
Моечная машина.
|
Рис.21 Схема малогабаритной моечной машины |
В термическом производстве используют моечные машины различных типов. На рисунке 21 показана малогабаритная моечная машина с роликовым подом конструкции ЗИЛ. На сварной раме установлена моечная камера, вход в которую закрыт резиновой заслонкой. Контейнер с уложенными деталями устанавливают на роликовый под. В процессе промывки контейнер совершает возвратно-поступательные перемещения в моечной камере со скоростью 2,9 м/мин.
Установка для струйно-абразивной обработки деталей.
|
|
|
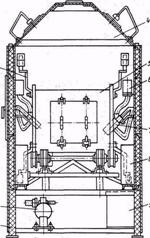
Рис.22 Установка для струйно-абразивной обработки деталей |
Струйно-абразивная обработка деталей представляет собой процессы, при которых рабочий материал (металлический песок, дробь) вводится в струю газа или жидкости и направляется на очищаемую поверхность. В этом случае кинетическая энергия, сообщенная абразиву, расходуется на удаление загрязнений с поверхности обрабатываемой детали. Так как струйно-абразивная обработка основана на чисто механическом действии абразива, эффективность обработки увеличивается с увеличением твердости абразива и скорости его перемещения. На рисунке 22 приведена схема полуавтоматической установки для струйно-абразивной обработки мелких деталей. Установка состоит из корпуса, барабана, надсопельного бункера, основного бункера, привода, сопел и электрошкафа. В корпусе и барабане имеются двери для загрузки деталей. В верхней части установки помещается вытяжная вентиляция. Внутренняя полость барабана для обработки деталей облицована резиной. Вращение барабан получает от электродвигателя через редуктор и цепную передачу.
Работа установки осуществляется следующим образом: в барабан загружаются очищаемые детали, в бункер — металлическая дробь. Загрузочные двери плотно закрываются и включается привод вращения барабана. При вращении барабана дробь захватывается ковшами, прикрепленными к торцам барабана, и загружается в надсопельные бункера, откуда дробь самотеком поступает в сопла. Струя сжатого воздуха с дробью направлена в бункер на детали.
Крупные металлические частицы через отверстия в барабане попадают в бункер, а мелкие — отсасываются вытяжной вентиляцией. Через 15—20 мин привод автоматически выключается, барабан останавливается и очищенные детали выгружаются. В аппаратах для струйно-абразивной обработки наиболее изнашиваются сопла, из которых с большой скоростью выбрасываются частицы рабочего материала.
Расчёт количества оборудования.
Определение потребного количества печей для каждой операции:
![]() ;
;
![]() - потребное время работы печи, печи-час;
- потребное время работы печи, печи-час;
![]() - действительный годовой фонд времени, ч;
- действительный годовой фонд времени, ч;
![]() печи-час;
печи-час;
![]() - оперативное время на термообработку одной садки, ч;
- оперативное время на термообработку одной садки, ч;
![]() - количество садок в годовой программе;
- количество садок в годовой программе;
![]()
![]() - годовая программа выпуска, шт;
- годовая программа выпуска, шт;
![]()
Определим количество оборудования для всех операций.
Исходные данные: ![]() =200000шт,
=200000шт, ![]() =4180ч
=4180ч
1. Для цементации: 2. Для высокого отпуска: 3. Для закалки:
![]() ;
; ![]() ;
; ![]() ;
;
![]() п/ч;
п/ч; ![]() п/ч;
п/ч; ![]() п/ч;
п/ч;
![]() ;
; ![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
; ![]() ;
;
![]() .
. ![]() .
. ![]() .
.
4. Для обработки холодом: 5. Для низкого отпуска:
![]() ;
; ![]() ;
;