Страница
1
В настоящее время каменноугольную смолу перерабатывают на коксохимических предприятиях в трубчатых печах с одно- или двухколонным агрегатом. Ее нагревание осуществляют в радиантной части до 400°С при давлении, не превышающем 500 кПа.
В последнее время внимание специалистов привлекает процесс переработки смолы под повышенным давлением (Пат. 3835024 (США), 1974) [1]. Понятно, что изменение технологического режима должно приводить к изменению не только физико-химических свойств смолы, но и химического состава. Однако сведения об экспериментах в этом направлении переработки каменноугольной смолы отсутствуют.
В данной статье приведены результаты исследования химического состава смолы, обезвоженной в промышленной трубчатой печи и подвергнутой термообработке при 350°С в течение 30 мин при давлениях инертного газа (гелия) от 500 до 2000 кПа. Характеристика исходной обезвоженной смолы следующая:
|
Плотность, г/см3 |
1, 94 |
|
Содержание, % (по массе): | |
|
фенолов |
1, 15 |
|
оснований |
1, 28 |
|
нафталина |
11, 28 |
|
веществ, нерастворимых в толуоле |
8, 60 |
|
Зольность, % (по массе) |
0, 11 |
Схема лабораторной установки приведена на рис. 1.

Рисунок 1 - Схема лабораторной установки термической обработки смолы под давлением:
1 - редуктор; 2 - распределитель газа; 3 - запорный вентиль; 4 - гильза; 5 - термостат.
Гильзы (рис. 2) из нержавеющей стали имели следующие размеры: внутренний диаметр 16 мм, наружный диаметр 30 мм, высота 170 мм.
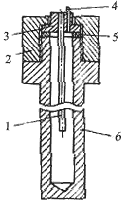
Устройство гильзы: 1 - карман для термопары; 2 - накидная гайка; 3 - шайба; 4 - капиляр; 5 - прокладка; 6 - корпус;
Пробу смолы (~30 г) загружали в гильзы, закрывали накидными гайками с шайбами, которые соединялись с распредителем газа капиллярами (диам. 2X1 мм) из нержавеющей стали. Перед опытом истему для удаления воздуха продували 1—2 мин гелием (Р = 200 кПа) при неплотно закрученных гайках. Затем, не снижая подачи гелия, гайки плотно закручивали и при помощи алюминиевых прокладок добивались полной герметизации. После проверки на герметичность в системе устанавливали заданное давление и одну из гильз (или все пять) помещали в воздушный термостат с постоянной и регулируемой (с точностью ±0, 5°С) температурой.
Термостат работал по принципу воздушных термостатов-газовых хроматографов и позволял поддерживать температуру в пределах 80—500°С.
Исходную смолу и термообработанную разделяли на фракции с помощью растворителей по известным методикам. Химический состав фракций смолы определяли на хроматографе «Цвет-104» с пламенно-ионизационным детектором и программированием температуры. Условия хроматографирования: колонка длина 2 м, диаметр 3 мм; неподвижная фаза хезасорб AW-HMDS с 5 % (по массе) SЕ-30; температура испарителя 300 °С; программирование температуры от 50 до 300 °С со скоростью 4 град/мин; скорость газа-носителя (гелия) 100 мл/мин, водорода 100 мл/мин, воздуха 1 л/мин.
Идентификацию компонентов проводили по известным временам удерживания [2, 3]. Для этой же цели использовали метод введения эталонных веществ с дальнейшим анализом исследуемой смолы на хроматографе ОС-1С фирмы «Шимадзу» при следующих условиях: колонка длина 3, 5 м, диаметр 3 мм; неподвижная фаза хезасорб AW-HMDS с 5 % (по массе) SЕ-30; температура испарителя и детектора соответственно 350 и и 330°С; линейное программирование температуры колонок от 50 до 320 °С со скоростью 2 град/мин; скорость газа-носителя (гелия) 120 мл/мин, водорода 90 мл/мин, воздуха 1, 7 л/мин.
Сравнение хроматограмм, полученных на разных приборах при использовании одного и того же наполнителя колонок, давало возможность достаточно точно идентифицировать компоненты, При этом применяли единую нумерацию пиков, а так как качество разделения на разных приборах различалось, то совместившиеся пики обозначали несколькими номерами. Общее количество идентифицированных соединений в каменноугольной смоле равно 59, 26—62, 09 % (по массе).
Типичные хроматограммы растворимой в гептане γ - фракции смолы, полученные на хроматографе «Цвет-104», представлены на рис. 3.
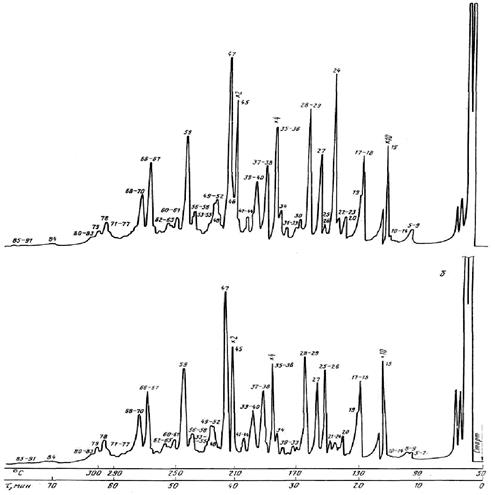
Рис. 3. Хроматограммы γ - фракций, выделенных из исходной (а) и термообработанной (б) смол при 350 °С и Р=500 кПа
Количественное содержание каждого компонента определяли методом нормализации площадей пиков, а количество хроматографируемых веществ — с помощью внутреннего стандарта додекана, пик которого появлялся после нафталина и не накладывался на другие пики [4].
Выход фракций из исходной и термообработанных в течение 30 мин смол приведен в табл. 1, из которой видно, что с повышением давления термообработки до 2000 кПа наблюдается значительный рост содержания в смоле α - фракции (на 3, 25 %) за счет увеличения ее части, растворимой в хинолине ( α 2 - фракции), и некоторого снижения доли β - фракции. Известно, что при нагревании имеют место реакции конденсации, а также происходит термическая деструкция недостаточно стабильных веществ, что в конечном итоге приводит к накоплению в смоле более высококонденсированных соединений, а значит и к изменению физико-химических свойств. Это направление реакций усиливается с повышением давления термообработки.
Таблица 1 - Выход фракций из исходной и термообработанных в течение 30 минут смол.
|
Условия термообработки |
Выход фракций, % | |||||
|
температура, °С |
давление, кПа |
α1 |
α2 |
α |
β |
γ |
|
- |
- |
3, 33 |
5, 27 |
8, 60 |
38, 40 |
53, 00 |
|
350 |
500 |
2, 66 |
7, 06 |
9, 72 |
34, 51 |
55, 77 |
|
350 |
1000 |
3, 24 |
7, 22 |
10, 46 |
29, 76 |
59, 73 |
|
350 |
1500 |
2, 99 |
8, 21 |
11, 20 |
32, 40 |
56, 72 |
|
350 |
2000 |
2, 58 |
9, 27 |
11, 87 |
33, 84 |
54, 31 |