Общие сведения об экструдерах и экструдированных продуктах
Корпус экструдера, шнеки, смесительные элементы, а также загрузочную секцию изготавливают из высокопрочных износостойких сталей (азотированные стали, азотированные стали, содержащие хром и никель). Сборные шнеки позволяют собирать последовательно зоны загрузки, смешения, пластификации и экструзии. Особенности этих зон – технологическое назначение шнека их различие физико-химических свойств материала по длине шнека.
Конструкция загрузочных устройств экструдеров зависит от вида материала. Для загрузки сыпучей смеси с небольшой насыпной массой (100…400 кг/м![]() ) применяют воронкообразные бункера с ворошителями. Ворошитель представляет собой вертикальный вал, к которому приварены наклонные лопатки, образующие как бы червяк с прерывистой навивкой для разрыхления материала. Нижняя часть вала может заканчиваться червячным питателем. Для загрузки пастообразных, влажных и порошкообразных материалов, обладающих повышенной адгезией, применяют одно- и двухчервячные загрузочные устройства.
) применяют воронкообразные бункера с ворошителями. Ворошитель представляет собой вертикальный вал, к которому приварены наклонные лопатки, образующие как бы червяк с прерывистой навивкой для разрыхления материала. Нижняя часть вала может заканчиваться червячным питателем. Для загрузки пастообразных, влажных и порошкообразных материалов, обладающих повышенной адгезией, применяют одно- и двухчервячные загрузочные устройства.
Показатель работы экструдера – его эффективность, которая определяется отношением часовой производительности к единице потребляемой мощности. Зная эффективность экструдера, можно рассчитать при известной мощности привода максимальную производительность или при заданной производительности необходимую мощность. Эффективность экструдера вычисляют для каждого нового перерабатываемого материала. Сопоставление эффективности различных машин при переработке одного и того же материала позволяет выбрать оптимальную конструкцию экструдера.
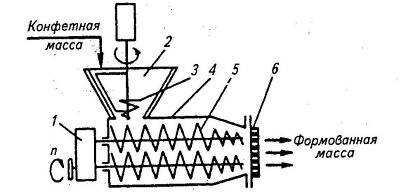
Рисунок 2 – Двухшнековый формовочный пресс
Двухшнековый формовочный пресс используется в производстве конфет, в частности пралине, методом формования конфетной массы через фильеру с калиброванными отверстиями. В производстве макарон, лапши применяют одношнековые и двухшнековые прессы. Пресс создает давление конфетной массе из жгуты конфетной массе и продавливает ее через фильеру. Непосредственно на выходе массы из фильеры жгуты конфетной массы рубятся на гранулы эксцентрично установленными ножами гранулятора. Фильера представляет собой плоский металлический диск с отверстиями, через которые продавливается прессуемая масса. Форма отверстия фильеры определяет вид изделия. При продавливании через отверстия фильеры масса принимает определенную форму. Течение массы в отверстиях фильеры подобно течению очень вязкой жидкости.
Давление, создаваемое шнеком, зависит от гидравлического сопротивления в отверстиях фильеры. Сопротивление определяется консистенцией теста, формой и размером отверстий. Рубящие ножи закреплены на вращающемся валу имеющем собственный привод. Эксцентричное расположение ножевого крыла позволяет заполнить материалом все сечения фильеры. Для регулирования зазора между фильерой и рубящими ножами ножевой вал может перемещаться в осевом направлении. Для этого кожух гранулятора может быть отведен в сторону вместе с приводом. При демонтаже шнека грануляционная головка может быть отведена от нагнетающего шнека.
Список использованных источников
1. Зинюхин Г.Б. Разработка технологии производства хлебно-крупянных крекеров с применением одношнекового экструдера. – ОГУ 1996г.
2. Кавецкий Оборудование предприятий общественного питания
3. Машины и аппараты пищевых производств. Кн. 1: Учебное пособие для вузов; Под ред. Акад. РАСХН В.А Панфилова. – М: Высш. Шк., 2001. – 680 с.