Производство линейных конструкций (свай)Рефераты >> Строительство >> Производство линейных конструкций (свай)
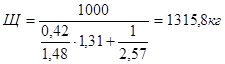
5. Определяем расход щебня
Vпуст=1-
где α – коэффициент раздвижки зерен крупного заполнителя, зависящий от расхода цемента, равный 1,31.
 .
.
6. Определяем расход песка

Проверка: ![]()
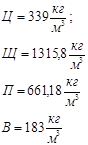
109+183+249,5+458,5=1000.
Получили бетон следующего состава:
4 Технологическая схема производства
Производство квадратных свай осуществляется по стендовой технологии.
При стендовой технологии изделия формуются и твердеют в стационарном положении на стенде или установке без перемещения. Основные ее достоинства – простота оборудования, незначительная энергоемкость, возможность легкого перехода на выпуск изделий разнообразных типоразмеров. В то же время стендовый способ требует больших производственных площадей, усложняет механизацию и автоматизацию процесса, имеет высокую трудоемкость. Его применяют при изготовлении крупногабаритных и массивных конструкций, перемещение которых по постам трудноосуществимо или неэкономично. На стендах формуют формы и балки длиной 12 м и более, пролетные строения мостов массой до 100 т и более, арки и другие элементы сборного железобетона значительной массы. Формование изделий при стендовом способе осуществляют на плоских стендах, в матрицах или кассетах.
Плоский стенд представляет собой бетонную площадку, разделенную на формовочные линии. Наличие на стенде нескольких технологических линий обеспечивает поточность завода изготовления изделий: на одной линии производят армирование, на другой изделия формуют, а на следующей происходит твердение изделий. Такая организация позволяет более полно использовать рабочее время и повышает в целом съем продукции со стендовых линий. Стенды, соответствующие по длине одному или двум наибольшим размерам изготовляемых элементов, называют короткими; рассчитанные на несколько (4… 16) одинаковых элементов – длинными, или линейными. Первые широко применяют для изготовления элементов с любой напрягаемой арматурой, а вторые – главным образом при производстве изделий с проволочной арматурой.
По способу организации работы линейные стенды подразделяют на протяжные и пакетные. Протяжными стенды называют потому, что стальную проволоку, сматываемую с бухт, расположенных в торце стенда, с помощью крана или специальной тележки протягивают по линии формования к противоположному, концу стенда, где закрепляют на упорах. Такие стенды используют для изготовления длинномерных изделий с большим поперечным сечением и значительной высотой, а также при производстве изделий, армированных проволочной арматурой. Пакетные стенды отличаются от протяжных тем, что пучки арматуры требуемой длины готовят заранее на установке, размещаемой вне формовочной полосы. Заготовку арматурных пакетов ведут одновременно с технологическими операциями на формовочных линиях стенда.
Короткие стенды длиной до 36 м обычно специализированы на изготовлении одного-двух видов изделий. Они могут быть одноярусными, когда формование изделий осуществляется по высоте в один ряд, и многоярусными. Применение коротких стендов позволяет ускорить их оборачиваемость и увеличить съем продукции с 1 м2 формовочной площади по сравнению с линейными стендами, но трудоемкость изготовления предварительно напряженных изделий на них выше, чем на механизированных линейных стендах.
Различают стенды для формования изделий и конструкций в горизонтальном либо вертикальном положении. Различают также стенды универсальные, рассчитанные на изготовление различных видов изделий в зависимости от парка форм на заводе, и специализированные, рассчитанные на выпуск определенного сортамента близких по типу и размерам изделий. Разновидность коротких стендов – силовые формы, они отличаются повышенной жесткостью.
Наиболее типичные способы напряженного армирования изделий и конструкций на стендах или в силовых формах: линейное армирование высокопрочной проволокой с натяжением на упоры стендов механическим способом; линейное армирование стержневой арматурой с натяжением на упоры коротких стендов или силовых форм электротермическим способом; непрерывное напряженное армирование высокопрочной проволокой электротермомеханическим способом натяжения арматуры. Плоские и крупноразмерные элементы формуют в стандартных металлических формах и железобетонных формах-матрицах. Их располагают в одну или несколько линий, между которыми образуются проходы для обслуживания; применяют также бетонные стенды с гладкой поверхностью без дна для формования крупноразмерных изделий. Предварительно напряженные балки, сваи, шпалы, ребристые плиты и т.п. изготовляют в разборных или неразборных групповых формах-стендах.
Технологии изготовления изделий на линейных и коротких стендах принципиально не отличаются одна от другой. Перед формованием на стенде собирают переносные формы, в которые после их смазки укладывают арматуру и в случае необходимости производят предварительное ее натяжение. Затем в форму при помощи бетоноукладчика, перемещающегося по рельсам над линией стенда, подают бетонную смесь. Уплотнение смеси в зависимости от вида изделий производят на виброплощадках, виброустановках, глубинными, навесными или поверхностными вибраторами. Верхнюю поверхность изделия заглаживают поверхностным вибратором и виброрейкой.
Тепловлажностную обработку производят непосредственно на стенде. Для этого используют формы с паровыми рубашками или по краям стенда (при плоских изделиях) устраивают борта, закрывают площадки с отформованными изделиями крышками и в образованную таким образом камеру подают пар через каналы в днище стенда. После твердения бетона снимают напряжение с арматуры, освобождая соответствующие зажимы на концах стенда или обрезая струны (при непрерывном армировании). На линейных стендах одновременно перерезают пакет струн между отдельными изделиями. Далее производят распалубку готовых изделий.
Весь технологический процесс расчленяется на пять рабочих постов:
1 пост – приготовление бетонной смеси;
2 пост – подготовка форм;
3 пост – армирование;
4 пост – формование;
5 пост – тепловая обработка.
5 Описание производственного процесса
Приготовление бетонных смесей на заводах ЖБИ производят на специальных бетоносмесительных узлах (БСУ), бетоносмесительных цехах или бетоносмесительных отделениях.
На БСУ производят следующие основные процессы и операции: приемки, складирования и подготовки заполнителей, цемента и добавок; непосредственного приготовления бетонной смеси – дозирования и перемешивания составляющих ее.
Приемка материалов заключается в установлении соответствия их сертификатам качества и количества. Проверка качества производится путем отбора проб и их лабораторного испытания. Эти данные приведены в соответствующих стандартах.