Роль контраста в процессе контроля качества печатиРефераты >> Журналистика >> Роль контраста в процессе контроля качества печати
По своему определению, контрольная шкала — ряд нормированных тестовых элементов, предназначенных для контроля и оценки качества различных параметров печатного процесса. В состав современных шкал входит большое количество полей, позволяющих контролировать различные параметры печати, например, рис. 2.
Если используется «упрощенная» шкала, исключается возможность контроля наложения краски, баланса по серому, растискивания растровых элементов, скольжения, совмещения и т. д.
Контроль растискивания
Растискивание - увеличение размеров растровой точки на оттиске в процессе печати вследствие повышенного давления в зоне контакта. Оно влияет на цветопередачу, особенно в тех случаях, когда цвет образуется наложением нескольких красок. Растискивание бывает естественное, которое неизбежно при офсетной печати, и побочное - оно возникает из-за нарушения технологии и неправильных регулировок печатной машины.
Именно растискивание позволяет судить о таком понятии, как контраст печати. Контраст печати — величина, определяемая заполнением теней в момент приближения растровой точки к оптической заливке. Эта величина объясняет появление мутности и ненасыщенности изображения при соблюдении денситометрических стандартов оптических плотностей 100-процентных плашек. На рис. 3 приведены три изображения с разными значениями растискивания: нормальным, слегка и сильно завышенным. Легко заметить, что при увеличении растискивания изображение теряет свой натуральный, «живой» вид. При этом оптическая плотность контрольных плашек во всех случаях одинаковая.
Комментарий редакции
Способ настройки печатной машины
В ряде стран (например, Японии) контраст печати является не только измеряемым параметром, но и показателем качества работы самой печатной машины и качества ее настройки. В этих странах часто используется такая характеристика, как «печать с максимально возможным контрастом». Она предполагает отход от существующих стандартов, однако позволяет получить визуально более привлекательные оттиски, что особенно важно при печати рекламной продукции и упаковки.
Технология состоит в следующем: чтобы получить очень насыщенные оттиски, следует нанести более толстый слой краски. Однако при увеличении толщины красочного слоя растискивание становится больше и снижается качество воспроизведения изображений. Возникает вопрос: до каких пор можно увеличивать подачу краски, до каких пор это положительно сказывается на цветопередаче?
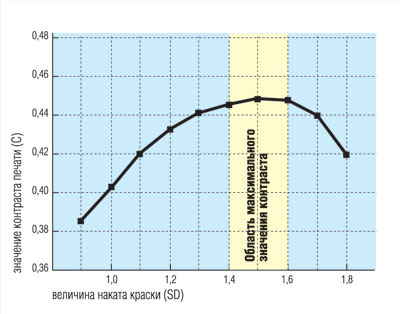
Оказывается, хорошим показателем является контраст печати. Постепенно увеличивая подачу краски, проводят многократные измерения контраста печати. Затем строят график: по одной оси —величина наката краски, по другой — получившееся значение контраста печати(рисунок). При увеличении наката краски контраст сначала растет, затем стабилизируется, а потом начинает снижаться. В области максимального значения контраста находится наилучшее для данной машины соотношение наката краски и величины растискивания. Если это значение принять за стандартное для данного полиграфического предприятия, можно будет надежно получать очень насыщенные и яркие оттиски. Эти параметры необходимо учитывать и на стадии допечатной подготовки.
В настоящее время типографии опираются на стандарты оптических плотностей в офсетной печати и показатели допустимого растискивания, средние значения которых приведены в табл. 1 для разных типов бумаг. Из данных, приведенных в табл. 1, по формуле Мюррея-Девиса:

Рассчитываются требуемые значения оптических плотностей для 80-процентного растрового поля. Зная стандартные значения плотностей «заливных» плашек, можно рассчитать контраст печати (С):
![]()
где SD — оптическая плотность заливки,
DD — оптическая плотность растра.
Из данных табл. 1 (допустимые отклонения растискивания) рассчитываются верхние и нижние пределы контраста печати — табл. 2. Исходя из того, что значение контраста печати обратно пропорционально значению оптической плотности растра, будет наблюдаться обратная пропорциональность значений контраста печати и растискивания (рис. 4).
Табл. 1 и Табл. 2


Контроль контраста печати в процессе работы очень важен. Значительные расхождения от заданных значений должны заставить печатника задуматься о внесении изменений в процесс печати.
Заниженный контраст
В печати при снижении контраста пробельные участки между растровыми точками постепенно заполняются сторонними элементами (показатель увеличения растискивания) — происходит постепенное загрязнение офсетных резин и печатных форм и возникает потребность в смывке.
Рис. 4. График зависимости контраста и оптической плотности растра

Заниженный контраст может возникнуть при завышенном давлении между офсетным и печатным цилиндром. В этом случае необходимо контролировать толщину и состояние декельного материала. Рекомендуется установить полужесткий или жесткий декель. Кроме того, следует правильно выставлять значение толщины запечатываемого материала. Если установлено меньшее значение толщины, может возникнуть непропечатка, а если большее — начнет расти растискивание и снижаться контраст печати. Также на контраст влияет давление между формным и офсетным цилиндром, избыточное давление приводит к проскальзыванию и, как следствие, увеличению растискивания.
Немаловажную роль играет и используемая в работе краска. Одна и та же краска при разных температурах может растекаться по-разному, изменяя тем самым форму и размер растровой точки. Очень часто для компенсации недостаточной ширины полосы контактов увеличивается давление между раскатными валиками, а это приводит к выделению тепла при работе (нельзя забывать об износе валиков) и, соответственно, нагреву краски, что увеличивает ее текучесть (уменьшается вязкость). Одной из причин изменения текучести краски может быть использование в процессе работы дополнительных добавок (например, сиккативов), которые играют роль разбавителя.
Послужить снижению контраста печати может и увеличение подачи количества краски. В этом случае необходимо проверить, не произошло ли наслоения краски на офсетную резинотканевую пластину. Причиной этого может быть повышенная липкость краски из-за ее низкой температуры или попадания в нее большого количества бумажной пыли.
Завышенный контраст
В большинстве случаев к повышению контраста приводит нарушение баланса краска/вода, в частности, увеличение подачи воды в процессе печати. Обычно завышенный контраст наблюдается в начале печати, и если вовремя не принять меры, то краска может закрепиться и возникнет отмарывание — избыточное количество воды затрудняет закрепление краски. Такое происходит в случае увеличения контраста не более чем на 20%. В противном случае необходимо обратить внимание на допечатный процесс — возможно нарушены режимы экспонирования пластин. Тогда будет наблюдаться непропечатка элементов, а также значительная «зернистость» изображений.