Организация конструкторской подготовки производстваРефераты >> Технология >> Организация конструкторской подготовки производства
Обеспечение конструктивной преемственности - другой (после агрегатирования) метод конструктивной стандартизации и унификации, под которой подразумевается применение в конструкции нового изделия, узлов и деталей ранее освоенных изделий, которые хорошо зарекомендовали себя в работе и применение которых не отразится на качестве новых конструкций.
Степень стандартизации и унификации может быть охарактеризована следующими основными показателями: коэффициентом стандартизации, коэффициентом унификации изделия, коэффициентом преемственности и др.
Научно-техническое и организационно-методическое руководство работами по стандартизации на предприятиях осуществляет конструкторско-технологическое бюро стандартизации. Основные его задачи следующие:
а) организация разработки и внедрения стандартов и других документов по стандартизации на производимую продукцию;
б) обеспечение соответствия показателей и норм, устанавливаемых в стандартах и других документах по стандартизации, требованиям научно-технического прогресса и действующего законодательства;
в) осуществление нормоконтроля технической документации, разрабатываемой предприятием.
Организация чертежного хозяйства на предприятии
Важнейшие задачи организации чертежного хозяйства заключаются в обеспечении порядка в хранении и обращении чертежей и другой технической документации, в своевременном обеспечении ими цехов и рабочих мест, в поддержании строгой конструкторской и технологической дисциплины.
Организация чертежного хозяйства основывается на единой системе классификации документации, которая предусматривает единые принципы классификации и индексации изделий и документации, определенный порядок хранения, учета и дублирования документации, а также порядок внесения изменений.
Классификация и индексация чертежей и другой технической документации проводятся по объектам изготовления, по стадиям конструкторской подготовки производства, по целевому назначению и характеру использования.
По объекту изготовления выделяются чертежи изделий основного производства, чертежи изделий вспомогательного производства (инструмента, приспособлений, моделей, штампов и др.); технологические чертежи, изображающие поковки, штамповки и другие заготовки. ГОСТ 2.101-68 предусматривает деление объектов по видам на детали, сборочные единицы, комплексы (два или более изделий, не соединенных сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций) и комплекты (набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например, комплект инструмента к машине).
По стадиям конструкторской подготовки документы могут быть проектами, выполняемыми в процессе проработки многочисленных вариантов на разных стадиях проектирования, и рабочими чертежами, предназначенными для изготовления изделий, а также его эксплуатации. В соответствии с этим все конструкторские документы подразделяются на чертежи эскизного, технического и рабочего проектирования.
По целевому назначению и характеру использования все конструкторские документы подразделяются на оригиналы (авторские документы, выполненные на любом материале и предназначенные для изготовления подлинников), подлинники (документы, оформленные подлинными подписями и выполненные на материале, позволяющем воспроизведение копий), дубликаты (копии подлинников, обеспечивающие идентичность воспроизведения подлинника, позволяющие снятие с них копии), копии (документы, выполненные способом, обеспечивающим их идентич ность подлиннику или дубликату, предназначены для непосредственного использования в производстве).
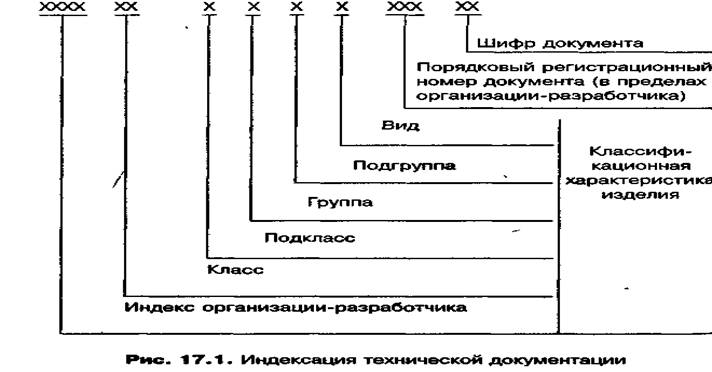
Для удобства учета и пользования всем чертежам присваивается индекс. Индексация чертежей - это условное обозначение, обычно цифровое. В соответствии с ГОСТом, как правило, используется единая обезличенная система индексации, основанная на десятичной классификации всех чертежей изделий и их частей (от 0 до 9). Все чертежи деталей, узлов, блоков, изделий делятся на 10 классов, классы на 10 подклассов, подклассы на 10 групп, группы на 10 подгрупп, подгруппы на виды деталей.
Индекс чертежа состоит из различительного индекса пред-приятия, классификационной характеристики изделия, поряд-кового регистрационного номера документа (в пределах opгaнизации-разработчика) и шифра документа (рис. 17.1).
 Хранение, учет и дублирование чертежей и другой технической документации на заводе осуществляются в соответствии с "Правилами учета и хранения" в отделе технической документации. В этот отдел входят: бюро подлинников и дубликатов (архив), где хранятся названные документы поформат-но в порядке возрастания номеров и выдаются только для изготовления копий и дубликатов, внесения изменений и для восстановления при их износе; бюро копий, осуществляющее прием, регистрацию, выдачу, а также учет состояния и движения копий документов, учет применяемости документов; бюро внесения изменений в документацию, осуществляющее изменения в конструкторской документации и учет внесения изменений; цех размножения документов, где размножаются, брошюруются и переплетаются конструкторские документы; бюро комплектации, где комплектуются документы после их размножения.
Хранение, учет и дублирование чертежей и другой технической документации на заводе осуществляются в соответствии с "Правилами учета и хранения" в отделе технической документации. В этот отдел входят: бюро подлинников и дубликатов (архив), где хранятся названные документы поформат-но в порядке возрастания номеров и выдаются только для изготовления копий и дубликатов, внесения изменений и для восстановления при их износе; бюро копий, осуществляющее прием, регистрацию, выдачу, а также учет состояния и движения копий документов, учет применяемости документов; бюро внесения изменений в документацию, осуществляющее изменения в конструкторской документации и учет внесения изменений; цех размножения документов, где размножаются, брошюруются и переплетаются конструкторские документы; бюро комплектации, где комплектуются документы после их размножения.
Архивные документы (оригиналы) отражают первоначальное состояние конструкции после утверждения ее заказчиком. В эту документацию изменения не вносятся. Подлинники и дубликаты служат для справок и сверок, изготовления копий, в них вносят изменения по установленному порядку, на руки их не выдают, пользуются ими только в помещении архива и бюро внесения изменений.
Система автоматизированного проектирования в конструкторской подготовке производства
Системы автоматизированного проектирования (САПР) в настоящее время полностью себя оправдывают и являются во многих случаях единственно возможными методами при конструировании новых видов изделий (например, интегральных микросхем).
Под автоматизацией проектирования понимается автоматизированный конструкторский синтез устройства с выпуском необходимой конструкторской документации (КД).
В отличие от проектирования вручную, результаты которого во многом определяются инженерной подготовкой конструкторов, их производственным опытом, профессиональной интуицией и т. п., автоматизированное проектирование позволяет исключить субъективизм при принятии решений, значительно повысить точность расчетов, выбрать варианты для реализации на основе строгого математического анализа, значительно повысить качество конструкторской документации, повысить производительность труда проектировщиков, снизить трудоемкость, существенно сократить сроки конструкторской и технологической подготовки производства в цикле СОНТ, эффективнее использовать технологическое оборудование с ЧПУ.
Важным результатом внедрения САПР являются и социологические факторы: повышение престижности и культуры труда при замене неавтоматизированных методов автоматизированными; повышение квалификации исполнителей; сокращение численности работников, занятых рутинными операциями.