Технология выполнения заклепочных соединенийРефераты >> Технология >> Технология выполнения заклепочных соединений
в) зенкованием или штамповкой, причем гнезда для головок заклепок на внешних тонких деталях штампуют, а на внутренних, более толстых, зенкуют.
В соответствии со способами образования гнезд для головки заклепок существует несколько способов потайной клепки: A, B, C, D, и ПЗГ.
Способ А потайной клепки характеризуется тем, что гнездо для закладной головки штампуют матрицей и пуансоном. Применяется способ в тех случаях, когда толщина обшивки δ1 меньше высота головки заклепки h и не допускает зенкования в обшивке гнезда, а суммарная толщина пакета склепываемых деталей S не больше диаметра заклепки d, т. е.
![]() δ1 < h и S
δ1 < h и S ![]() d.
d.
Способ Б потайной клепки, при котором гнездо для головки заклепки штампуют самой заклепкой, когда
δ1 < h и S ![]() 0,5d.
0,5d.
Технологический процесс клепки включает следующие операции: сборку деталей и предварительное соединение их фиксаторами, сверление отверстий для всех заклепок, штамповку гнезд самой заклепкой и клепку.
Способ С потайной клепки характеризуется тем, что гнезда для головок заклепок в тонкой обшивке штампуют, а в более толстом каркасе – зенкуют. Этот способ применяется когда
δ1 < h и S > d.
Способ D потайной клепки, при котором гнездо для головки заклепки зенкуют, применяется при толщине обшивки, превышающей высоту головки заклепки, т. е. когда
δ1 > h. Зенкование гнезд при толщине обшивки δ1 < h приводит к снижению прочности и выносливости клепаного соединения.
При δ1 > 0,75d клепка по способу D обеспечивает прочность соединения, равную по прочности соединению, выполненному заклепками с выступающими головками.
Способ ПЗГ, при котором используют заклепку с выступающей головкой, а в процессе клепки образуется замыкающая потайная головка (ПЗГ). Применяют такую клепку при δ1 < h. Для требуемого качества поверхности шва выступающую часть потайной замыкающей головки удаляют механической обработкой. Способ ПЗГ позволяет получить большие в сравнении со способом D выносливость и герметичность шва.
Применение того или иного из описанных способов потайной клепки зависит от конструкции шва, сочетания в нем толщины деталей и требований, предъявляемых к соединению по качеству и производительности работ.
Применение потайной клепки со штамповкой гнезд для головок заклепок следует ограничивать, т. к. такой способ малопроизводителен, не допускает групповой клепки и требует разборки изделия после сверления отверстий для штамповки гнезд под головки потайных заклепок.
 Необходимо учитывать также, что штамповка гнезд для головок потайных заклепок в прессованных профилях толщиной более 1 мм не рекомендуется из-за возникновения в них трещин. Для таких профилей процесс клепки осложняется вследствие необходимости нагрева штампуемой зоны материала.
Необходимо учитывать также, что штамповка гнезд для головок потайных заклепок в прессованных профилях толщиной более 1 мм не рекомендуется из-за возникновения в них трещин. Для таких профилей процесс клепки осложняется вследствие необходимости нагрева штампуемой зоны материала.
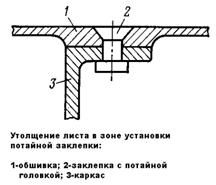
Чтобы заменить штамповку гнезд под головки заклепок зенкованием, рекомендуется при малой толщине обшивки делать в ней утолщение в зоне шва (см. рис.). Такую обшивку получают из толстого листа путем местного глубокого химического травления.
Сравнивая различные методы потайной клепки, следует иметь в виду различную трудоемкость их выполнения. Так, если принять трудоемкость выполнения соединения заклепками с выступающими головками за 100%, то трудоемкость выполнения потайными заклепками будет 120% при зенкованных гнездах, 190% при штампованных и 210% при зенковании гнезд в каркасе и штамповке их в обшивке.
 При образовании замыкающей головки стержень заклепки, заполняя отверстие, деформируется неравномерно, причем его диаметр со стороны закладной головки будет меньше, чем со стороны замыкающей. Неравномерное увеличение диаметра стержня вызывает коробление склепываемых деталей, которое можно уменьшить, располагая во всех возможных случаях закладные и замыкающие головки заклепок вразбежку с одной и другой сторон склепываемого пакета. Коробление деталей можно уменьшить, если замыкающие головки заклепок разместить на стороне более толстой детали или детали из более прочного материала.
При образовании замыкающей головки стержень заклепки, заполняя отверстие, деформируется неравномерно, причем его диаметр со стороны закладной головки будет меньше, чем со стороны замыкающей. Неравномерное увеличение диаметра стержня вызывает коробление склепываемых деталей, которое можно уменьшить, располагая во всех возможных случаях закладные и замыкающие головки заклепок вразбежку с одной и другой сторон склепываемого пакета. Коробление деталей можно уменьшить, если замыкающие головки заклепок разместить на стороне более толстой детали или детали из более прочного материала.
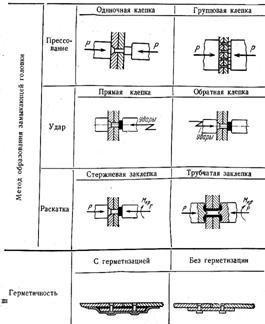
Для образования замыкающей головки стержень заклепки деформируют (осаживают) ударами пневматических молотков или давлением под прессом.
Прессовая клепка характеризуется тем, что замыкающая головка заклепки формируется при равномерном сжатии стержня. Прессовую клепку различают одиночную и групповую. При оди-ночной клепке за один ход пресса расклепывается одна заклепка, а при групповой – несколько (см. рис.). При клепке ударом пневматическим клепальным молотком в зависимости от того, с какой стороны находится молоток по отношению к закладной головке, различают два метода клепки: прямой и обратный.
В процессе прямой ударной клепки массивная поддержка поджимается к поверхности детали и к закладной головке заклепки. При ударах молотка по стержню заклепки усилия направлены вдоль оси заклепки и передаются на поддержку, не вызывая при этом перемещений и деформаций склепываемых деталей.
Применение массивных с большой опорной поверхностью поддержек исключает местные деформации деталей при клепке и обеспечивает хорошее качество внешней обтекаемой воздушным потоком поверхности клепаного шва.
В процессе обратной ударной клепки обжимка молотка соприкасается с поверхностью обшивки и потайной головкой заклепки, причем одновременно с деформацией стержня заклепки удары вызывают местные деформации склепываемых деталей. Кроме того, при малейшем наклоне обжимки молотка на поверхности детали при ударах получаются вмятины и повреждается плакирующий слой. В результате чего качество поверхности клепаного потайного шва при обратной ударной клепке будет хуже, чем при прямой.
Развальцовка, как метод образования замыкающей головки заклепки, применяется при клепке деталей из неметаллических материалов. При развальцовке получают требуемые форму и размер замыкающей головки; в то же время при этом не возникает больших усилий на стенках отверстий, а усилия вдоль заклепки не вызывают напряжений и деформаций в соединяемых деталях. При развальцовке специальные обжимки приводятся во вращение специальными механизмами с требуемым крутящим моментом Мкр. В современных самолетах герметизация клепаных швов позволяет поддерживать требуемое давление воздуха в пассажирских кабинах при подъеме на высоту. Клепаные швы герметизируют и при изготовлении отсеков самолетов и вертолетов для непосредственной заливки в них топлива, когда нет специальных баков для него.
Кроме перечисленных способов клепки ее классифицируют и по степени механизации технологических операций. Установлены следующие виды процесса: ручной, механизированный, машинный и автоматический.
Ручной процесс, при котором операции производятся вручную без каких-либо механизмов и машин. Вручную при сборке-клепке выполняется ряд операций: установка деталей в сборочное положение, вставка заклепок и контрольных болтов в отверстия, укладка лент или нанесение кистью уплотнителя, закрепление-затяжка гаек ручными ключами и т. д.