Страница
2
ПОДГОТОВКА МОНТАЖНЫХ ПРОВОДОВ
 Подготовка монтажных проводов состоит из следующих операций: мерной резки, удаления изоляции и заделки концов проводов, маркировки, обслуживания и свивания проводов. Если технологическим процессом предусмотрена непрерывная раскладка провода на шаблоне, то резку, удаление изоляции и заделку концов производят после формирования жгута.
Подготовка монтажных проводов состоит из следующих операций: мерной резки, удаления изоляции и заделки концов проводов, маркировки, обслуживания и свивания проводов. Если технологическим процессом предусмотрена непрерывная раскладка провода на шаблоне, то резку, удаление изоляции и заделку концов производят после формирования жгута.
Резку проводов вручную выполняют простыми инструментами (ножницы, кусачки), определяя длину провода по образцу или с помощью линейки. В серийном производстве эта операция автоматизирована (рис. 4). Универсальными являются автоматы для мерной резки и одновременного снятия изоляции с
концов провода [4]. По принципу действия они аналогичны автомату,
Рис. 4. Схема автомата для мерной резки изображенному на рис. 12.7. С их помощью можно получать мерные провода
монтажных проводов: длиной 50—1500 мм 2000 шт/ч.
7 — нож; 2 — направляющая втулка; Зачистка концов проводов от изоляции должна обеспечить технологичность
3 —• прижимные ролики; 4, 6—направляющие монтажа и надежность контактного соединения.
ролики; 5—катушка с проводом; 7—поводок; Для большинства соединений зачистку осуществляют на 7—10 мм, для
8—подающий мерный ролик; 9— провод многожильных проводов—на 10—15 мм.
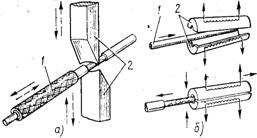
В зависимости от вида изоляции применяют различные способы зачистки: надрез (рис, 15.5. а), электрообжиг или терморазмягчение (рис. 5, б) с последующим механическим стягиванием изоляции, и определенные способы заделки концов проводов.
Текстильную, пластиковую и пленочную изоляции удаляют путем надреза или электрообжигом. Снятие многослойной изоляции имеет ряд особенностей. Так, при наличии стекловолокна наружную пластиковую изоляцию удаляют электрообжигом, а внутреннюю (стекловолокно) расплетают, скручивают и отрезают на расстоянии 1 мм от торца внешней изоляции. Наружные текстильные оплетки требуют ступенчатой разделки концов проводов. Например, между хлопчатобумажной оплеткой и жилой провода оставляют участок (3—10 мм) основной полихлорвиниловой или резиновой изоляции. Конец оплетки закрепляют клеем, изоляционной трубкой или нитяным бандажом, покрытым клеем.
 Зачистку теплостойкой фторопластовой изоляции осуществляют элекгрообжигом при повышенной температуре нити накала. При этом выделяется токсичный газ — фтор, который необходимо удалять из рабочей зоны с помощью системы отсоса.
Зачистку теплостойкой фторопластовой изоляции осуществляют элекгрообжигом при повышенной температуре нити накала. При этом выделяется токсичный газ — фтор, который необходимо удалять из рабочей зоны с помощью системы отсоса.
Зачистка должна сохранить качество не удаляемой изоляции, исключить надрез или обрыв токоведущих жил и быть достаточно производительной. Кроме автоматов для резки проводов и снятия изоляции разработаны специальные приспособления для
Рис. 5. Способы удаления изоляции: термомеханической зачистки . Их основными рабочими элементами
1 — провод; 2 — губки-ножи являются нить накаливания и губки-ножи (см. рис. 14.3).
Нить прожигает изоляцию при повороте провода вокруг своей оси. Губки являются опорой для провода при прожигании изоляции, предохраняют ее от обугливания и нить от механических повреждений, обеспечивают совместно с нитью стягивание изоляции. Рабочие кромки губок имеют радиус округления 0,08 мм и отполированы, что исключат надрез, и обрыв токоведущих жил. Приспособления—съемники изоляции— могут быть оснащены устройством подключения к вакуумной системе для отсоса токсичных продуктов обжига изоляции. Термомеханический способ позволяет снимать изоляцию в один прием с проводов сечением 0,07—0,35 мм2.
Для монтажа применяют экранированные провода и радиочастотные коаксиальные кабели, имеющие наружное полихлорвиниловое покрытие сверху экранирующей оплетки. Отделение покрытия надрезом трудоемко и не обеспечивает высокого качества разделки концов. Термомеханический способ (рис. 5, 6 ) позволяет в течение 2—3 с снять пластиковую изоляцию без повреждения оплетки. Губки-ножи 2, снабженные нагревателями, проникают сквозь изоляцию и охватывают по диаметру экранирующую оплетку. Участок изоляции, находящийся внутри губок, нагревается и расширяется, что позволяет легко удалить его путем стягивания с конца провода /.
Дальнейшая разделка концов экранированных проводов 4 заключается в удалении на определенном участке экранированной оплетки /. Одним из способов удаления является круговая отсечка оплетки с помощью режущей пары пуансон—матрица
(рис. 6).
Рабочая часть пуансона 3 выполнена в виде конуса, переходящего в сферу, что позволяет ему достаточно легко двигаться внутри оплетки и обеспечивает ровный срез торца экрана на острых кромках матрицы 2. Способ реализован с помощью различных по конструкции приспособлений, которые позволяют произвести отсечку за 3— 4 с . Существуют и другие способы удаления экранирующей оплетки: винтовой срез вращающимися фрезами и ножами, отсечка кольцевого утолщения оплетки .
Для извлечения конца изолированного провода 2 через экранирующую оплетку 3 острым инструментом раздвигают жиль: оплетки и через образовавшееся отверстие протаскивают провод (рис. 7). Наиболее распространенным инструментом является


Рис. 6. Схема удаления участка Рис. 7. Схема извлечения иглой конца
экранирующей оплетки провода из экранирующей оплетки
желобчатая игла /, которую вводят с торца экранированного провода между оплеткой и изолированным проводом. В определенном месте острием иглы раздвигают оплетку и с помощью ушка иглы вытягивают конец провода. Эту операцию выполняют за 3—4 с вручную, направляя иглу с помощью простых приспособлений.
Заделка концов экранированных проводов заключается в заземлении экранов или фиксации конца оплетки относительно провода, Заземление осуществляют путем крепления свободного конца оплетки к элементам каркаса, подпайкой дополнительного провода, наложением бандажа из голого луженого провода с последующей пропайкой его. Места пайки защищают изоляционными трубками.
Не заземляемую оплетку заделывают между двумя изоляционными трубками, размещая одну под экраном, а другую снаружи или между слоями изоляционной ленты. Торец оплетки фиксируют нитяным бандажом или проволочным бандажом с последующей пропайкой.
После снятия изоляции, оголенные концы проводов зачищают, а многопроволочные жилы скручивают под углом 15—300 к оси провода. Последнюю операцию выполняют вручную (сечение жилы менее 0,11 мм2 ), плоскогубцами или с помощью специальных приспособлений. Подготовленные концы проводов подвергают горячему облуживанию путем погружения в ванну с припоем.
.Маркировка проводов необходима для облегчения монтажа, контроля, нахождения неисправностей и ремонта. Применяют провода с цветной изоляцией и маркируют их с помощью бирок, липких лепт или путем нанесения маркировочных обозначений непосредственно на изоляцию проводов. Провода с цветной изоляцией обычно используют при внутреннем монтаже ЭВА. На электромонтажных схемах указывают цвет монтажных проводов сокращенными обозначениями или цифровыми шифрами.