Древесина и материалы из неё. Керамические материалы и изделияРефераты >> Строительство >> Древесина и материалы из неё. Керамические материалы и изделия
Отощающие материалы вводят для снижения пластичности и уменьшения воздушной и огневой усадки глин, а также для улучшения сушильных свойств глин. Порообразующие выгорающие добавки вводят в смесь для снижения плотности и теплопроводности керамических изделий.
Пластифицирующие добавки – высокопластичные глины, а также поверхностно-активные вещества – пластификаторы СДБ, ЛСТ и др.
Плавни добавляют в глины в тех случаях, когда желательно понизить температуру ее спекания. В этом качестве используют полевые шпаты, железную руду, тальк и т. п.
Глазури и ангобы – отделочные слои на облицовочных керамических изделиях. Глазури – стеклообразные лицевые покрытия различного цвета, прозрачные или глухие. Их получают нанесением на поверхность готовых изделий порошка из стекольной шихты и закреплением обжигом до плавления. Ангобы – лицевые покрытия, выполненные из цветных глин, нанесенных на поверхность сырцовых изделий. В отличие от глазури ангоб не дает при обжиге расплава, а образует матовое покрытие. Одна из главных проблем при глазуровании и ангобировании – обеспечение максимальной близости свойств (главным образом, коэффициент линейного температурного расширения) изделия и отделочного слоя во избежание растрескивания и отслоения.
2.3 Керамические изделия
Производятся в принципе по однотипной схеме, включающей в себя следующие переделы: добычу сырьевых материалов, подготовку сырьевой массы, формование изделий, сушку и обжиг.
Для получения изделий с различной структурой черепка и конфигурацией изделий, применяют разные методы формования: литье, пластическое формование, полусухое и сухое прессование.
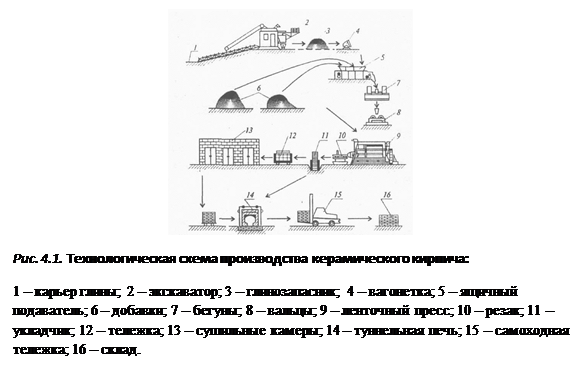
Производство кирпича методом пластического формования ведется на хорошо обработанной пластичной массе с влажностью 15…25% из легкоплавких глин средней пластичности (рис.4.1).
Глину увлажняют паром и интенсивно обрабатывают на бегунах, дезинтеграторах и валках до получения пластичной удобоформуемой массы без крупных каменистых включений. Качество массы и будущих изделий зависит от тщательной переработки сырьевых компонентов. Формование кирпича-сырца производят на ленточном прессе.
Сушка – важный и сложный этап производства кирпича. Главная трудность сушки массивного кирпича-сырца в том, что в глине перенос влаги затруднен и поэтому быстрое высыхание глины с поверхности приводит не к ускорению сушки, а к растрескиванию кирпича-сырца. Это происходит из-за того, что поверхностный слой дает усадку при высыхании (до 7 .10%), а влажное ядро препятствует ей. Простейший способ предохранить кирпич от растрескивания – сушить его медленно, так, чтобы скорость испарения воды не превышала скорости ее миграции из внутренних слоев. Но этот путь снижает темпы производства. Сушку можно ускорить, вводя в сырьевую смесь вещества, облегчающие миграцию влаги к поверхности или путем формования в кирпиче сквозных отверстий. Улучшение условий сушки пустотелого кирпича – залог более высокого качества материала. При влажности кирпича-сырца 6 .8% его можно подавать на обжиг.
Продолжительность обжига изделий составляет 2 – 3 суток. Сокращая продолжительность обжига, можно достичь значительной экономии топлива.
Для обжига применяют кольцевые туннельные и щелевые печи. Температура обжига обычно находится в пределах 950 . 1100° С.
К специальным видам керамических изделий относят санитарно-техническую керамику (унитазы, раковины, трубы) изготавливаемую из фарфора и фаянса, канализационные и дренажные трубы, дорожный кирпич, огнеупорные материалы которые освещены в дополнительной литературе.
Производственные дефекты. Из-за обжига получается недожженный кирпич (недожог) алого цвета, который не применяют из-за низкой прочности, водо- и морозостойкости. При слишком высокой температуре обжига получается пережженный фиолетово-бурый кирпич (пережог – «железняк») повышенной плотностью, с оплавленной поверхностью и искаженной формой. Керамические кирпичи и камни применяют в конструкциях жилых и промышленных зданий.