Проектирование технологии производства железобетонных мостовых балокРефераты >> Строительство >> Проектирование технологии производства железобетонных мостовых балок
Второй вариант используется на предприятиях с более широким ассортиментом изделий и конструкций и применяемых в ней арматурных элементов, однако, также с достаточно небольшой мощностью.
Третий вариант используется на предприятиях, изготавливающих широкий круг железобетонных изделий и конструкций, требующих в своём производстве, большое число арматурных и закладных изделий, каркасов плоских и объёмных.
В нашем случае рассматривается завод по производству железобетонных мостовых конструкций с производительностью 145 тыс. м3 в год. На предприятие выпускаются элементы крупных размеров с довольно сложным и густым армированием. Объёмы выпускаемой продукции говорят о том, что необходимо довольно обширное пространство для удовлетворения в полной мере потребностей формовочных цехов в арматуре, арматурных и закладных изделий. Поэтому очевидно, что необходимо принять третий способ расположения арматурного цеха.
Для армирования железобетонных конструкций применяется горячекатаная круглая сталь гладкая и периодического профиля классов А240, А300, А400, соответствующая требованиям ГОСТ 5781-82. В качестве напрягаемой арматуры применяется стержневая горячекатаная сталь периодического профиля Ат800 по ГОСТ 10884-94, прямолинейные горизонтальные пучки из 24 проволок класса В-ІІ диаметром 5мм.
Стержни классов А240 А400 диаметром до 12 мм, класса S 800 диаметром до 10 мм включительно изготавливаются в мотках или стержнях, а больших диаметров – в стержнях.
Стержни изготавливаются длиной от 6 до 12 м (при согласовании с производителем возможно изготовление стержней большей длины). Для правки арматуры, поступающей в мотках, принимаем правильно-отрезные установки, которые одновременно производят очистку стали.
Принимаем правильно-отрезной станок СМЖ-357 , имеющий следующие характеристики:
- диаметр арматуры гладкой 4-10 мм, периодического профиля 6-8 мм;
- длина прутков 1000-9000 мм;
- точность +3; -2;
- скорость подачи и правки арматуры 31 м/мин;
- мощность электродвигателя 12,6 кВт.
А также правильно-отрезной станок И-6118:
- диаметр гладкой арматуры 2,5 - 6,3 мм;
- точность ±2;
- скорость подачи и правки арматуры 25 м/мин;
- мощность электродвигателя 6,9 кВт.
Для резки арматурной стали, поставляемой в прутках, принимаем станок СМЖ-1725, имеющий следующие характеристики:
- наибольший диаметр арматуры класса А240 - 40 мм; А300 - 36 мм;
А400 - 25мм;
- число ходов ножа в мин 33;
- ход ножа 45 мм;
- мощность электродвигателя 3 кВт,
Для гибки стержневой арматуры принимаем станок СМЖ-173А;
- максимальный диаметр изгибаемого прутка из стали класса А300- 40мм, мощность электродвигателя 3 кВт;
- габаритные размеры 760x780x780 мм.
Для резки коротких стержней принимаем станок АРС-М
- диаметр отрезаемых стержней 3-55 мм;
- класс арматуры В-I, Вр-I:
- длина отрезаемых стержней, наименьшая – 50 мм, наибольшая – 1000 мм;
- число резов в мин - 42,
- мощность электродвигателя 4 кВт;
- габаритные размеры 1160x1040x665 мм.
Для сварки сеток и каркасов принимаем крестообразный тип сварных соединений, выполняемых контактной точечной сваркой. Этот способ позволяет механизировать и автоматизировать процесс изготовления плоских сварных изделий. Для сварки сеток принимаем одноточечную сварочную машину МТ-2102:
- наибольший диаметр свариваемой арматуры 18x18 мм;
- потребляемая мощность 10кВт.
Для изготовления закладных деталей тавровыми соединениями под
Флюсом принимаем сварочный аппарат АДФ-2001:
- диаметр свариваемых анкерных стержней 8-40 мм;
- производительность 200 сварок/час.
Производственная площадь арматурного цеха ориентировочно определяется по формуле:
![]()
где ma – производство арматурных изделий в год, т;
![]()
Са – съем арматурных изделий с 1 м2 площади цеха в год, равный 6 т.
С учетом 6% отходов:
![]()
6. Проектирование бетоносмесительного цеха
6.1 Схема и устройство БСЦ
Принимаем высотное расположение оборудования в БСЦ.
Структура БСЦ(5-ть отделений):
- надбункерное;
- бункерное;
- дозировочное;
- смесительное;
- отделение выдачи бетонной смеси.
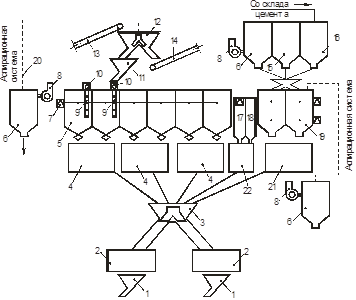
Рисунок 4. Технологическая схема приготовления бетонной смеси: 1 – воронка выдачи готовой смеси; 2 – бетоносмеситель; 3 – сборная воронка; 4, 21, 22 – двухфракционные дозаторы цемента, заполнителей, жидкости соответственно; 5,– расходные бункера заполнителей; 6 – фильтры; 7 – указатель уровня; 8 – вентиляторы; 9 – свободообрушители песка; 10 – вибраторы; 11 – поворотная воронка; 12 – двухрукавная течка; 13 – ленточный конвейер;14 – передаточный ленточный конвейер; 15 – циклон; 16 – улавливатель цемента; 20 – аспирационная система.
6.2 Приготовление бетонной смеси
Принимаем смесительный цех циклического действия - одноступенчатый; по схеме расположения смесительных машин в плане - гнездовой; по способу управления - механизированный.
Общий объем одного замеса:
![]()
где ![]() – производительность предприятия,
– производительность предприятия, ![]() ;
;
![]() – коэффициент, учитывающий потери бетонной смеси;
– коэффициент, учитывающий потери бетонной смеси;
![]() – расчетное число рабочих суток в году;
– расчетное число рабочих суток в году;
![]() – число рабочих смен в сутки;
– число рабочих смен в сутки;
![]() – длительность рабочей смены,
– длительность рабочей смены, ![]() ;
;
![]() – нормативное число замесов в час;
– нормативное число замесов в час;
![]() . – коэффициент часовой неравномерности выдачи бетонной смеси.
. – коэффициент часовой неравномерности выдачи бетонной смеси.
Принимаем для тяжелого конструктивного бетона ![]() и
и ![]() =0,8,
=0,8, ![]() [1, с.13],
[1, с.13], ![]() дней,
дней, ![]() ,
,![]() [1, с.4]
[1, с.4]
![]()
Принимаем 2 смесителя.
Объем смесителя по загрузке: